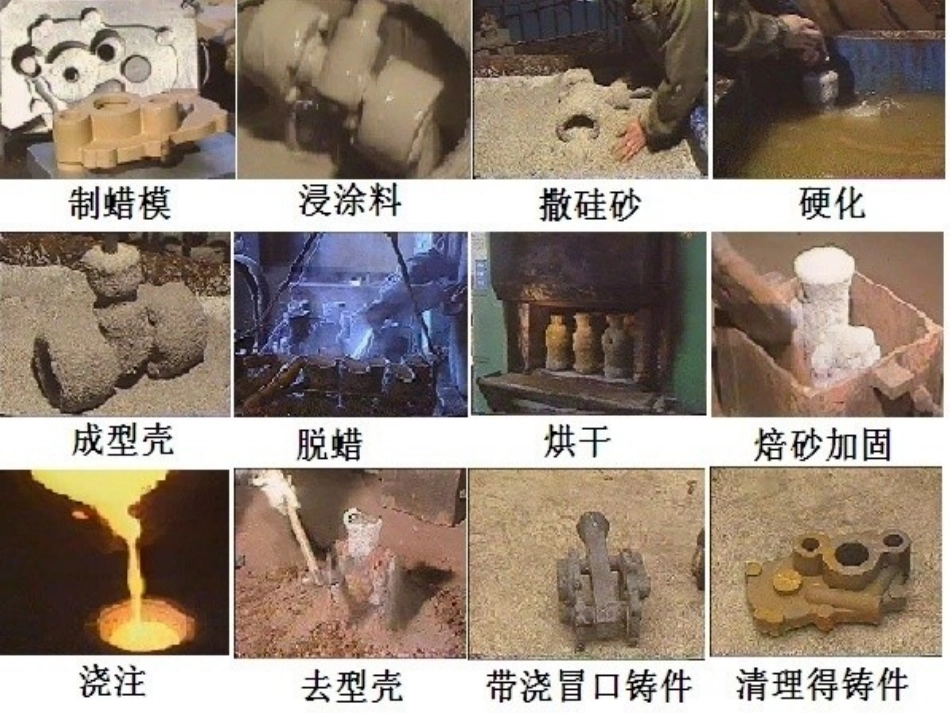
PagePage11一、熔模铸造(失蜡铸造)PagePage22PagePage33熔模铸造的特点和应用(1)铸件精度高,表面质量好,属少,无切削工艺
尺寸精度IT11-14,表面粗糙度Ra12
(2)可铸造形状复杂铸件,最小壁厚可达0
3mm,最小铸孔直径0
可一次铸出组合体
(3)铸造合金种类不受限制,尤其适合高熔点和难切削合金
(4)生产批量不受限制,可单件或成批生产
(5)工序繁杂,生产周期长,原辅材料费用高,生产成本较高,铸件限于25kg
PagePage44二、金属型铸造(永久型铸造)将液体金属在重力作用下浇入金属铸型,以获得铸件的一种方法
铸型用金属制成,可以反复使用
•金属型冷速快一型多用PagePage55金属型铸造PagePage66PagePage77金属型铸造特点及应用范围(1)机加工余量小,尺寸精度IT12-IT16;表面粗糙度Ra12
(2)冷却速度快,铸件晶粒较细,力学性能提高
金属型生产的铸件,其机械性能比砂型铸件高
同样合金,其抗拉强度平均可提高约25%,屈服强度平均提高约20%,其抗蚀性能和硬度亦显著提高;(3)一型多铸,提高生产率,节约造型材料,减轻环境污染,改善劳动条件
PagePage88(4)成本高,不宜大型,形状复杂和薄壁铸件;铸铁件易白口化,切削困难,尺寸限制在300mm,重量8kg以下
(5)铸件的精度和表面光洁度比砂型铸件高,而且质量和尺寸稳定;(6)铸件的工艺收得率高,液体金属耗量减少,一般可节约15~30%;用砂或者少用砂,一般可节约造型材料80~100%;金属型铸造特点及应用范围PagePage99产品PagePage1010三、压力铸造•压力铸造是将熔融合金在高压作用下,以高速充填铸型型腔,并在高压下结晶凝固而获得铸件的特种铸造工艺
两个特点高压:比压30-70MPa高速:充