第十一章锤上模锻工艺及模具设计锤上模锻的特点:1
金属在型腔中的变形是在锤头的多次打击下逐步完成的,锤头的冲击力使金属变形,可以利用金属的流动惯性,有利于金属充填型腔;2
在锤上可实现多种工步成形,锤头打击速度快,生产效率高;3
由于模锻锤的导向精度不高,锤头行程不固定,模锻件的尺寸精度不高;第十一章锤上模锻工艺及模具设计锤上模锻的特点:4
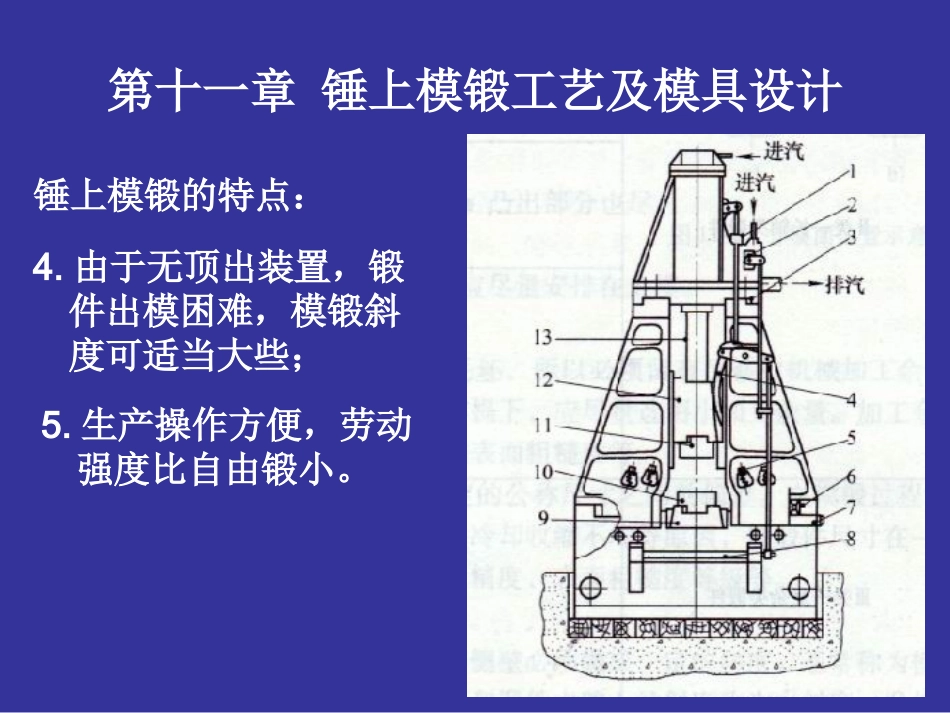
由于无顶出装置,锻件出模困难,模锻斜度可适当大些;5
生产操作方便,劳动强度比自由锻小
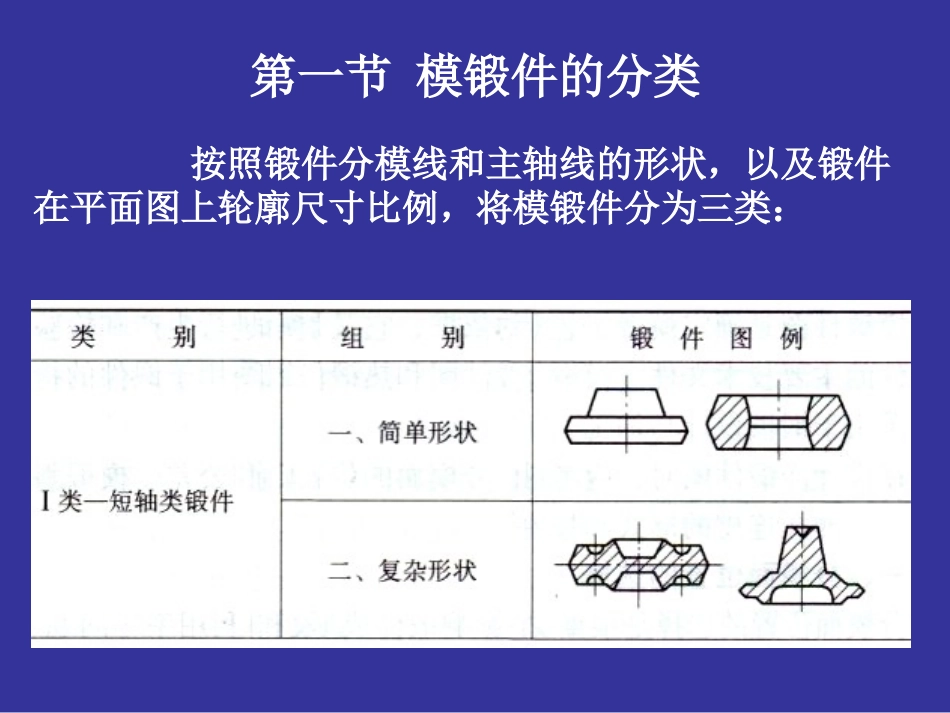
第一节模锻件的分类按照锻件分模线和主轴线的形状,以及锻件在平面图上轮廓尺寸比例,将模锻件分为三类:第二节模锻件图的制定模锻件图是确定模锻工艺和设计锻模的依据,它又是指导模锻工进行生产和检验人员验收锻件的主要技术文件
在设计冷锻件图时,应考虑下列因素:分模面的位置、加工余量和公差、模锻斜度和圆角半径、冲孔连皮的形式和技术条件等
模锻件图分为冷锻件图和热锻件图
冷锻件图用于锻件的检验;热锻件图用于锻模设计与加工
第二节模锻件图的制定一、分模面位置的选择分模面的位置直接影响锻件成形、出模和材料利用率等问题
因此,在制定锻件图时要全面考虑各种因素,正确而合理地选择分模面位置
其选择原则如下:1)要保证锻件能从型腔中取出来;2)分模的位置要尽量使型腔的深度最小和宽度最大,使金属容易充满型腔;3)为了容易发现模锻时锻件错移,分模面应尽量使上、下两部分对称;第二节模锻件图的制定一、分模面位置的选择4)为了使模具制造方便,尽量采用平面分模,凸出部分也尽量不要高出分模面;5)金属容易充满上模型腔.锻件较复杂部分应尽量安排在上模
第二节模锻件图的制定二、加工余量的确定1)确定加工余量的原则:在不影响产品零件加工的前提下,应尽量选用小加工余量
加工余量的大小取决于零件的轮廓尺寸、重量大小、精度和表面粗糙度等
2)在模锻过程中,由于欠压、错模、锻模磨损、锻件表面氧化及锻件冷