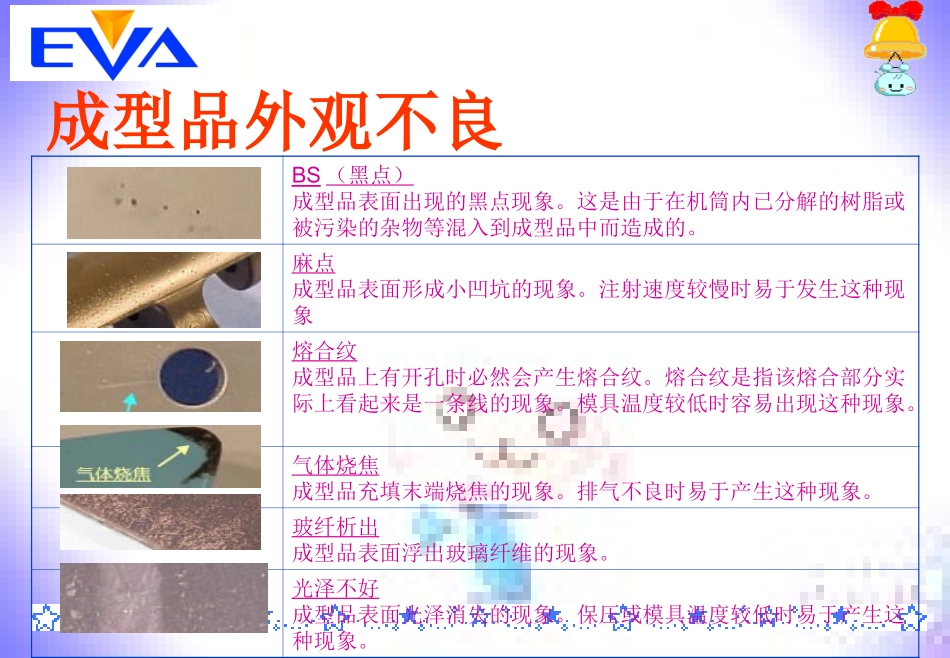
24/12/261制造课员工培训之塑胶件外观缺陷培训讲解:张宝弟24/12/262一、常见塑胶缺陷分类分类不良缺陷成形不良a:缺胶(断裂或走不齐)b:白化(发白)c:流纹d:拉伤(拖伤)e:拉高f:料花g:气纹h:多胶I:气泡j:裂纹\爆裂\开裂k:夹水纹(夹线)l:黑点m:脱皮n:色差\混色o:披锋p:缩水q:银丝(冲花)作业不良现品票错a:水口漏加工\水口高b:脏污c:划伤d:胶丝e:修伤f:披锋漏加工g:压伤h:手印I:碰伤(齿伤)j:模号混装I:油污a:品番写错b:品名写错c:数量写错d:数量未填写e:日期及箱号未填写f:日期及箱号写错24/12/263成型品外观不良BS(黑点)成型品表面出现的黑点现象
这是由于在机筒内已分解的树脂或被污染的杂物等混入到成型品中而造成的
麻点成型品表面形成小凹坑的现象
注射速度较慢时易于发生这种现象熔合纹成型品上有开孔时必然会产生熔合纹
熔合纹是指该熔合部分实际上看起来是一条线的现象
模具温度较低时容易出现这种现象
气体烧焦成型品充填末端烧焦的现象
排气不良时易于产生这种现象
玻纤析出成型品表面浮出玻璃纤维的现象
光泽不好成型品表面光泽消失的现象
保压或模具温度较低时易于产生这种现象
24/12/264成型品外观不良波纹:浇口附近出现波纹状皱纹的现象
射速过慢会产生这种现象
喷射纹注射速度过快时树脂流动前端突出的现象
成型品表面会出现各种花纹
充填不足成型品无法完全充填的现象
银纹浇口附近呈现出细小流痕(树脂流动花纹)的现象
主要原因是带入了水分或气体
压花不均匀在使用压花模具时,由于成型品的某些部位与模具没有完全吻合所引起的不均匀的现象
保压或模具温度较低时容易发生这种现象
滑痕已固化的表面发生移动并在表面留下当时移动的花纹的现象
顶出针或无R转角部容易发生这种现象
24/12/265成型品外观不良飞边树脂进入模具分型线(PL)从