第十一章二氧化碳气体保护焊机工作原理第一节二氧化碳气体保护焊机的特点与一般要求一、二氧化碳气体保护焊机的一般结构图二氧化碳气体保护焊即熔化极惰性气体保护焊,指用金属熔化极作电极,惰性气体(CO2)作焊接方法,简称MIG
相对于其它弧焊机,MIG焊机添加了送丝结构及相应的送丝控制电路,在焊接过程中实现了半自动化,不但提高了效率,也减少了损耗
焊接过程中使用廉价的CO2气体作保护,使得起弧容易,焊接成本低而效果好
而且,送丝速度、输出电压可调节,可使两者达到良好匹配提高了焊接质量,适用于各类焊接
MIG机的送丝方式一般有三种:推丝式、拉丝式、推拉结合式,不同的送丝方式对送丝的软管要求各不相同
对于推丝式送丝软管一般在2
5米左右,而推拉结合式的送丝软管可达15米,为了保正送丝稳定,相应的送丝电机和送丝控制电路都要求严格
二、MIG焊的特点1、工作效率高:CO2的电弧穿透力强、熔深池大、焊丝熔化率高、熔敷速度快、,工作效率比手工弧焊高1~3倍;2、焊接成本低:CO2气体是工厂的副产品,来源广、价格低
其成本只有埋弧焊和手工焊的40%~50%左右
3、能耗低:相同条件下,MIG焊与手弧焊相比,前者消耗的电能约为后者的40%~70%
4、适用范围广:MIG焊能焊接任何位置,薄板可焊致电1mm,最厚几乎不受限制
而且焊接薄板时,较氩气焊速度快、变形小
5、抗锈能力强:焊缝含氩量低,抗裂性好
6、焊后无需清渣,因是阴弧,便于监视和控制,便于实现自动化
三、MIG焊机的一般要求1、MIG焊机的焊接过程①起始时,焊丝由送丝机送出,接触工件;②焊丝与工件短路,产生大电流,使得焊丝顶端熔化;③焊丝与工件间形成电弧;④焊丝送出,电弧变短;⑤焊丝再次接触工件
如此周而复始
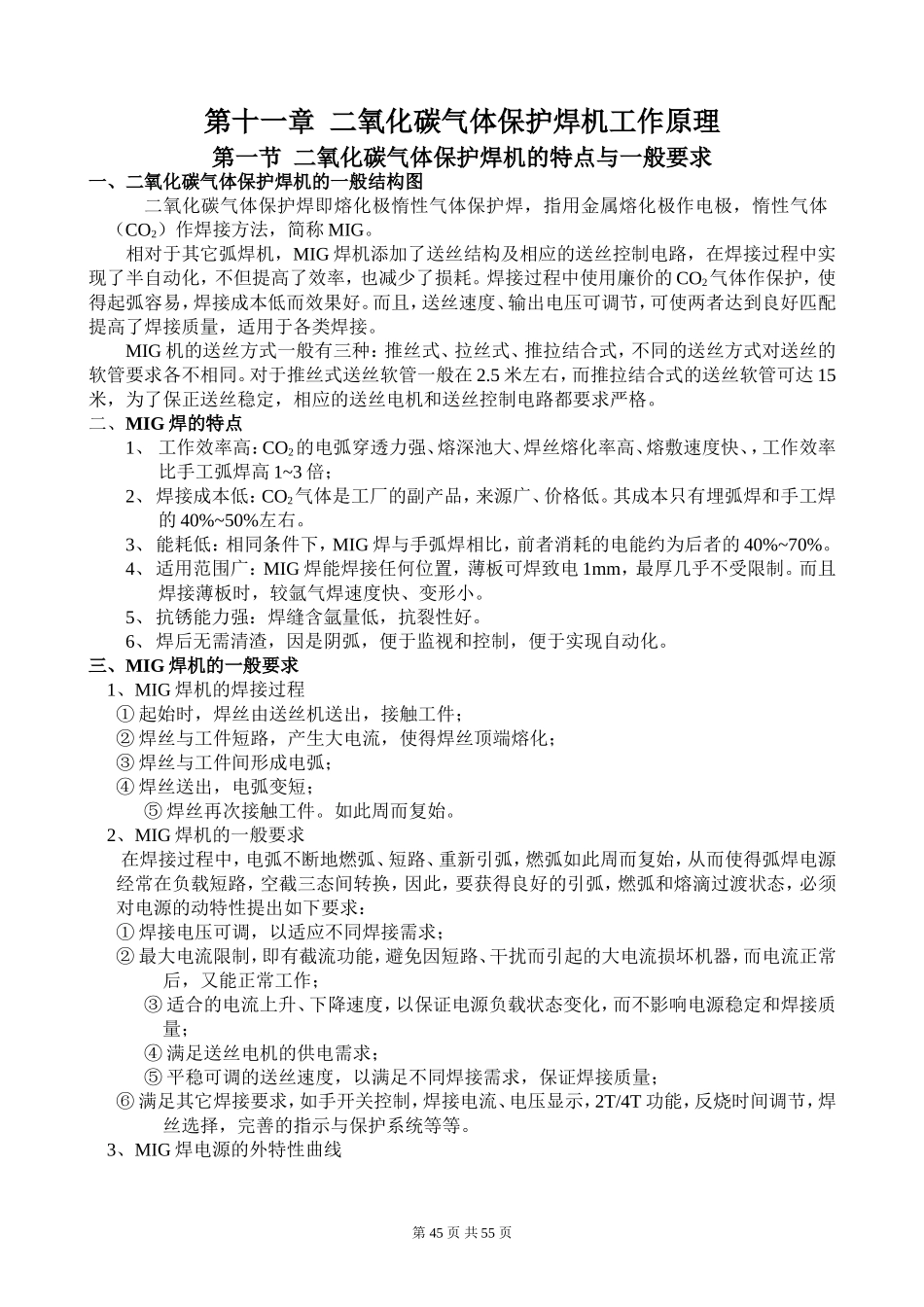
2、MIG焊机的一般要求在焊接过程中,电弧不断地燃弧、短路、重新引弧,燃弧如此周而复始,从而使得弧焊电源经常在负载短路,空截三态