第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共14页第一节数控铣床基本操作课题1一教学目的(一)理论知识方面1学习机床基本坐标轴2学习机床各种坐标点的含义(二)实践知识方面1学习对刀的方法二教学基本内容1在数控机床中统一规定采用右手直角(笛卡儿)坐标系2机床坐标系,机床零点和机床参考点机床坐标系是指以机床原点为坐标原点建立起来的直角坐标系
机床原点为机床上的一个固定点机床参考点也是机床上的一个固定的点3工件坐标系,程序原点和对刀点工件坐标系是指以工件原点为坐标原点建立的直角坐标系
对刀点是零件程序加工的起始点
1切削对刀的方法及步骤(1)将铣刀装在主轴上(2)用MDI方式启动主轴,输入M03S300第2页共14页第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共14页(3)按下增量即手轮方式,用手轮来控制X,Y,Z走向(4)用手轮控制X轴切削工件的一端记下坐标系,然后再移到另一边再切削工件记下坐标系,把记录的坐标系相加取中值
(5)Y轴对刀同样方法(6)用手轮控制Z轴碰工件上表面,记下坐标值(7)把X,Y,Z已记录的坐标值输入到设置中坐标系设定的G54中(8)对刀正确性的校验:在MDI方式下运行G54G01X0Y0Z10F100
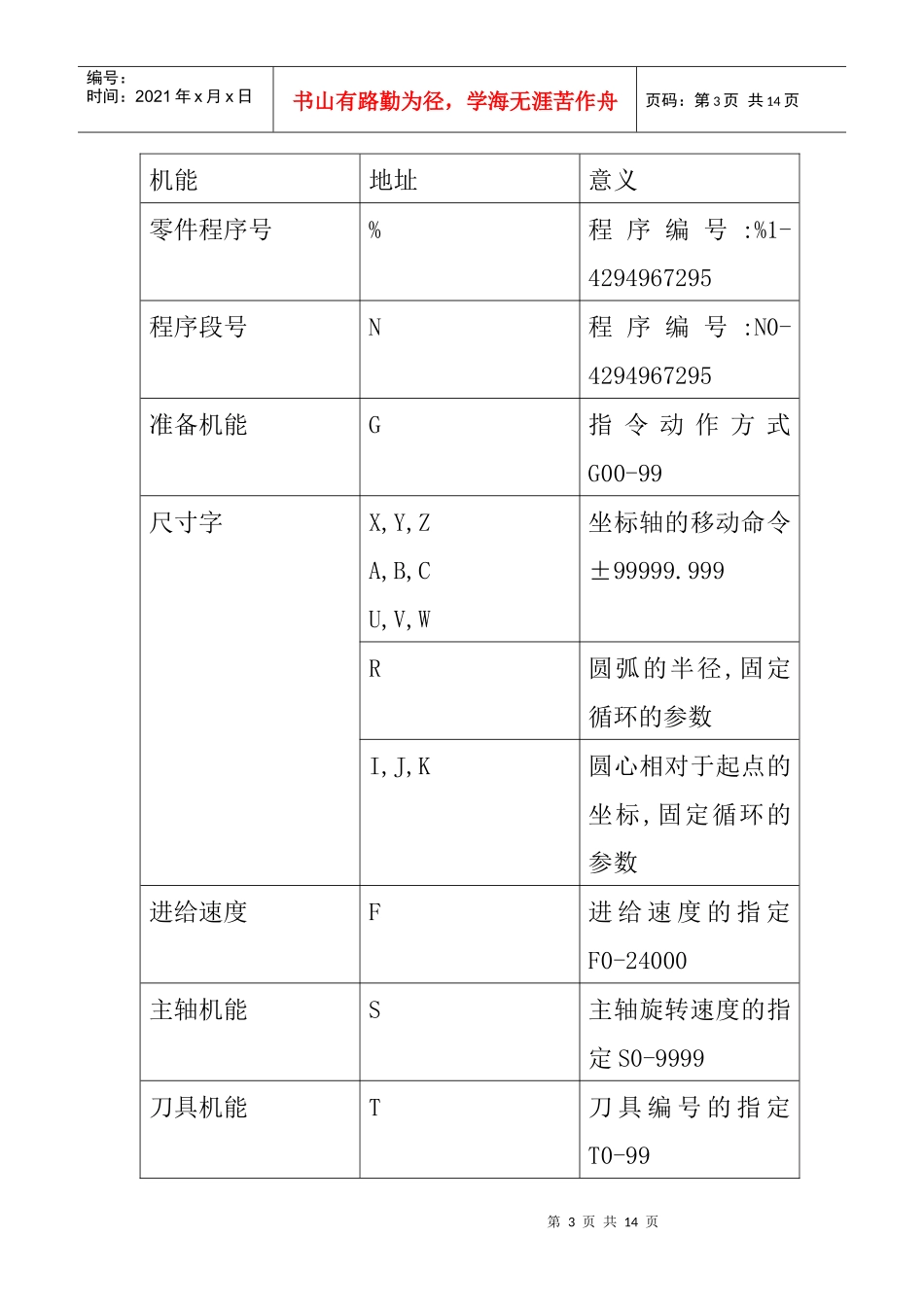
第二节数控铣床基本操作课题2一教学目的(一)理论知识方面1掌握零件程序的输入格式2熟记G指令和M指令(二)实践知识方面1运用所学G指令和M指令完成对图纸的编程2加工零件二教学基本内容(一)程序的指令第3页共14页第2页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共14页机能地址意义零件程序号%程序编号:%1-4294967295程序段号N程序编号:N0-4294967295准备机能G指令动作方式G00-99尺寸字X,Y,ZA,B,CU