第1页共12页结构件的机器人焊接工艺分析王生龙(神光新能源股份有限公司西宁810000)[摘要]:本文以高倍聚光光伏发电自动跟踪系统的主要部件模组支撑架及主传动轴(扭管组合)为例,了解机器人焊接工作站系统,焊接工艺特点及各工序时序图(TimeChart),利用反变形的统计分析法,以保证产品的精度要求
[关键词]:钢结构焊接变形机器人时序图钢结构普遍采用焊接,金属焊接时在局部加热、熔化过程中,加热区的金属与周边的母材温度相差很大,产生焊接过程中的瞬时应力
冷却至原始温度后,整个接头区焊缝及近缝区的拉应力区与母材在压应力区数值达到平衡,这就产生了结构本身的焊接残余应力
此时,在焊接应力的作用下钢结构件发生变形,使焊后工件与原设计不符,需进行施力或加热校正方可达设计要求
为提高生产效率,就要从实际中寻找规律,找到防止和纠正变形的方法
一、产品结构及特点1
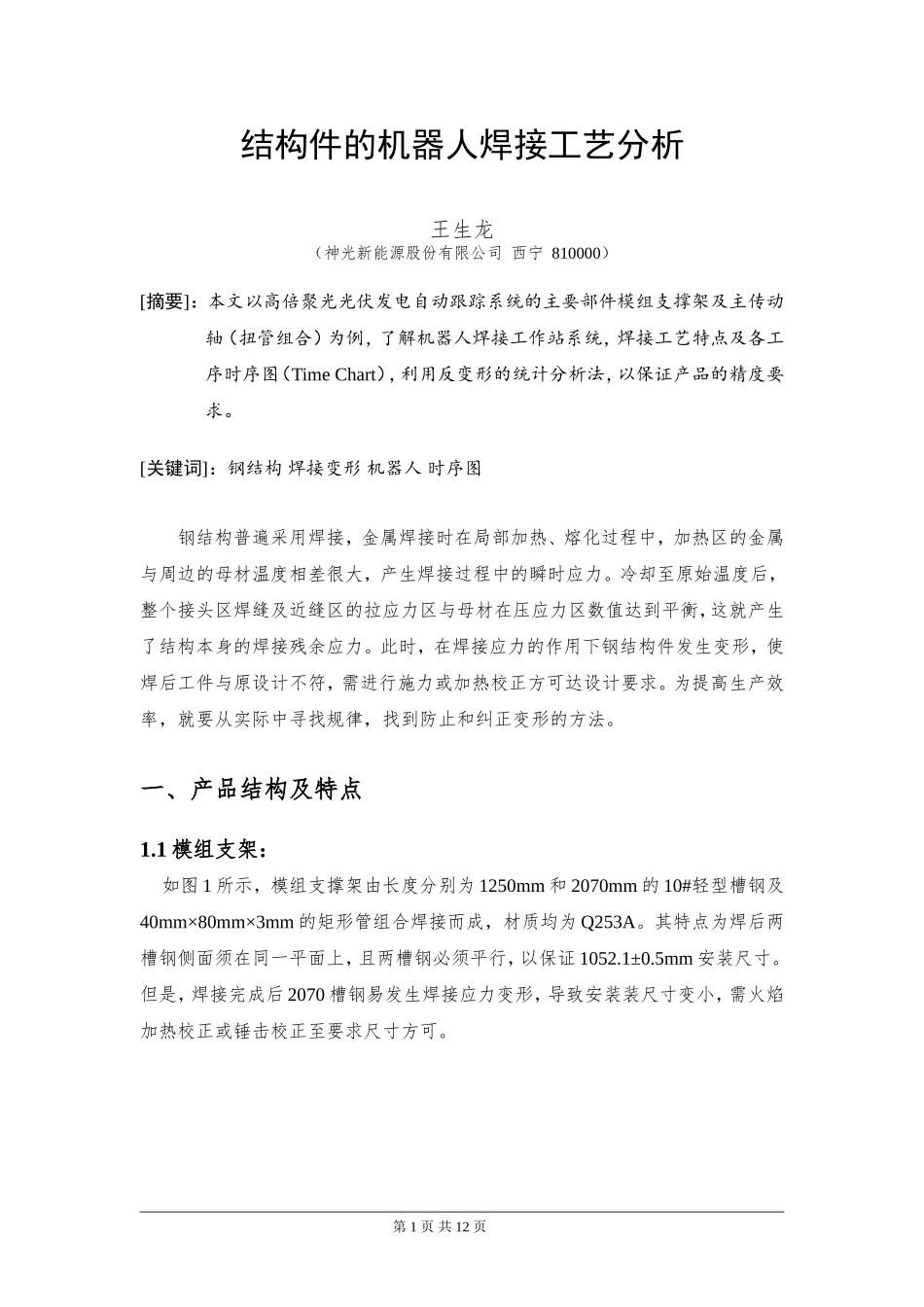
1模组支架:如图1所示,模组支撑架由长度分别为1250mm和2070mm的10#轻型槽钢及40mm×80mm×3mm的矩形管组合焊接而成,材质均为Q253A
其特点为焊后两槽钢侧面须在同一平面上,且两槽钢必须平行,以保证1052
5mm安装尺寸
但是,焊接完成后2070槽钢易发生焊接应力变形,导致安装装尺寸变小,需火焰加热校正或锤击校正至要求尺寸方可
第2页共12页图1
模组支撑架1
2主传动轴(扭管组合):1052
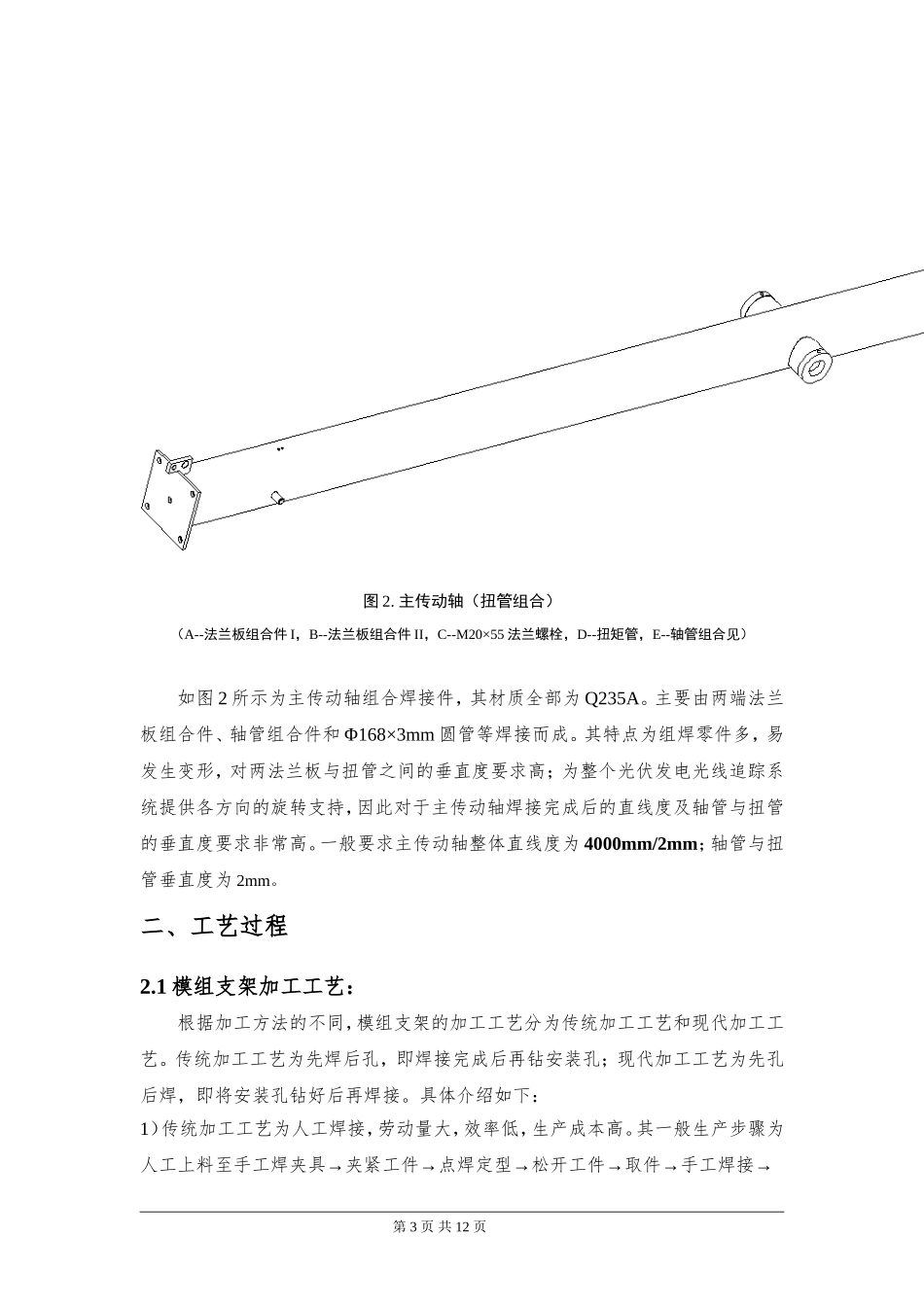
5ACDEB第3页共12页图2
主传动轴(扭管组合)(A--法兰板组合件I,B--法兰板组合件II,C--M20×55法兰螺栓,D--扭矩管,E--轴管组合见)如图2所示为主传动轴组合焊接件,其材质全部为Q235A
主要由两端法兰板组合件、轴管组合件和Φ168×3mm圆管等焊接而成
其特点为组焊零件多,易发生变形,对两法兰板与扭管之间的垂直度要求高;为整个光伏发电光线追踪系统提供