北华航天工业学院教案教研室:数控教研室授课教师:王春海课程名称数控加工工艺与编程课次9主要教学内容时间分配第2章数控车削加工技术2
5数控车削加工程序编制15
孔加工固定循环G83/G87、G85/G89、G84/G8816
螺纹加工指令G32、G92、G7617
刀具补偿35min35min20min教学目的使学生掌握数控车床常用G功能的使用教学重点数控车床常用G功能的使用教学难点数控车床常用G功能的使用教学方法使用教具多媒体课件拟留作业授课总结北华航天工业学院讲稿教研室:数控技术教研室授课教师:王春海第9次课第2章数控车削加工技术2
5数控车削加工程序编制15
孔加工固定循环G83/G87、G85/G89、G84/G88孔加工固定循环适用于回转类零件端面上的孔中心不与零件轴线重合的孔或外表面上的孔的加工,钻削径向孔或中心不在工件回转轴线上的轴向孔时,数控车床必须带有轴向的和径向的动力刀具,而且必须具备C轴定位/夹紧/松开功能,即必须在车削中心上加工
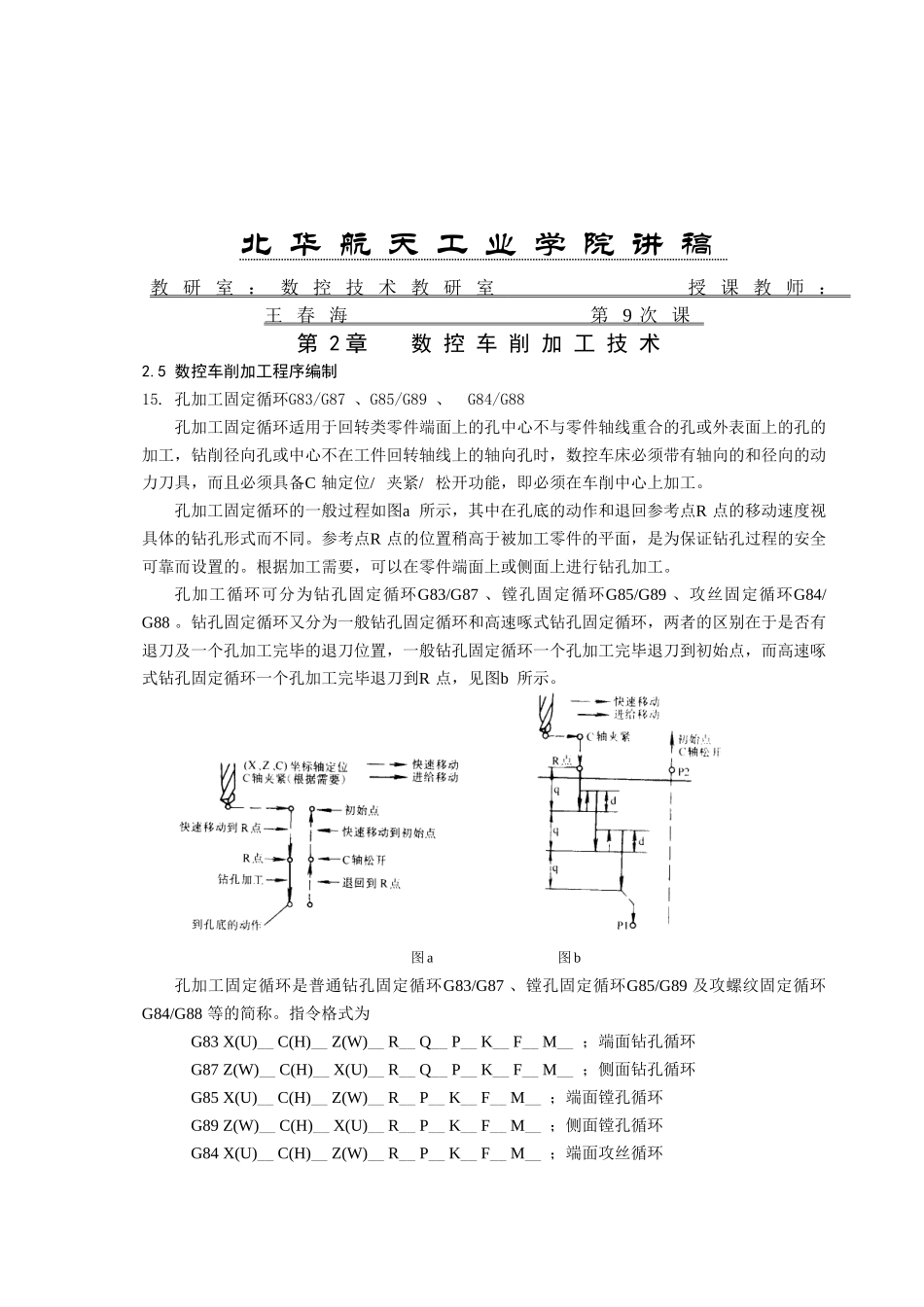
孔加工固定循环的一般过程如图a所示,其中在孔底的动作和退回参考点R点的移动速度视具体的钻孔形式而不同
参考点R点的位置稍高于被加工零件的平面,是为保证钻孔过程的安全可靠而设置的
根据加工需要,可以在零件端面上或侧面上进行钻孔加工
孔加工循环可分为钻孔固定循环G83/G87、镗孔固定循环G85/G89、攻丝固定循环G84/G88
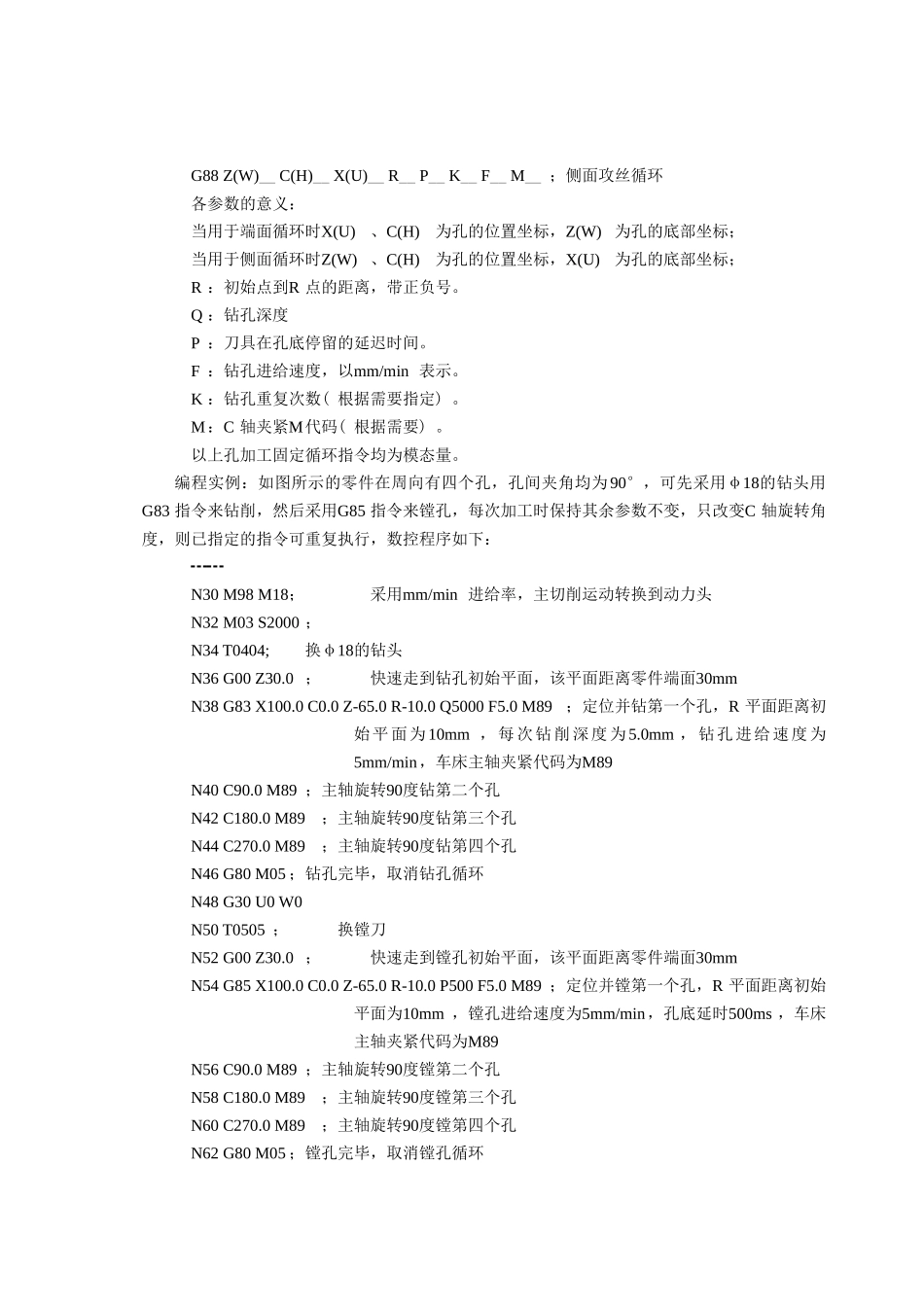
钻孔固定循环又分为一般钻孔固定循环和高速啄式钻孔固定循环,两者的区别在于是否有退刀及一个孔加工完毕的退刀位置,一般钻孔固定循环一个孔加工完毕退刀到初始点,而高速啄式钻孔固定循环一个孔加工完毕退刀到R点,见图b所示
图a图b孔加工固定循环是普通钻孔固定循环G83/G87、镗孔固定循环G85/G89及攻螺纹固定循环G84/G88等的简称
指令格式为G83X(U)__C(H)__Z(W)__R__Q__P_