铝合金加工参数由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削
但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显著影响了铝合金的切削加工性
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求
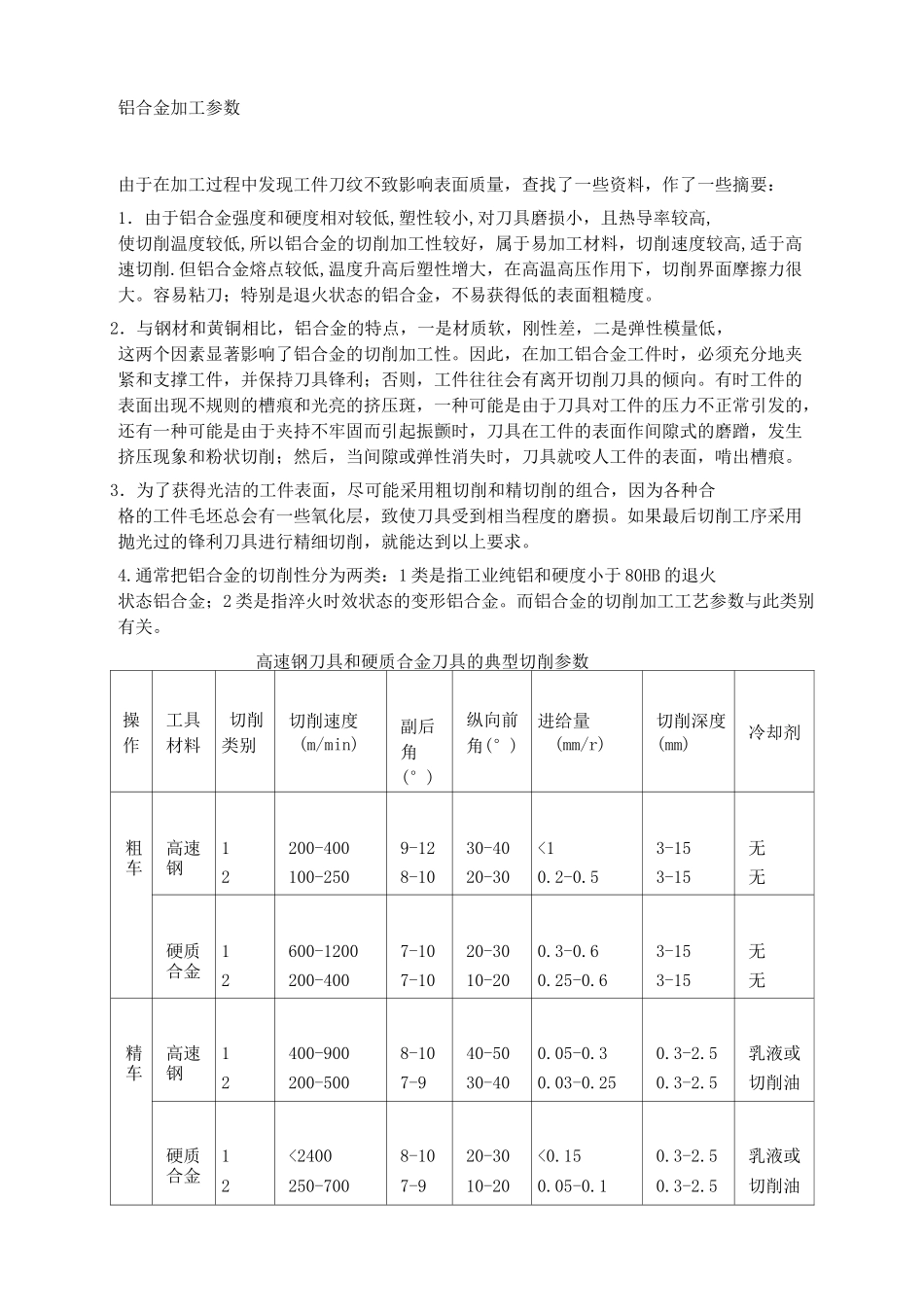
通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金
而铝合金的切削加工工艺参数与此类别有关
高速钢刀具和硬质合金刀具的典型切削参数操作工具材料切削类别切削速度(m/min)副后角(°)纵向前角(°)进给量(mm/r)切削深度(mm)冷却剂粗高速1200-4009-1230-40