HASS(哈斯)机床VF-SERIES20HP(2019#)机床电气升级改造方案概述:该机床是上世纪90年代末生产的,使用至今已十余年时间
目前主要问题是系统经常死机、自动重启、开不了机,多次维修都未能根治
电气系统老化严重,配件缺失,采购困难,故障后停机时间长,影响生产计划安排
电气柜内线缆散乱、导线外皮老化现象,存在安全隐患;机床刀库中有部分刀爪损坏,不能满足换刀要求,且换刀机构磨损,部件间隙大,换刀不稳定,目前已很少使用换刀机构,直接影响加工效率;由于条件所限,机床精度目前不能补偿,丝杆磨损不补偿将直接影响加工精度,只能降级使用,目前主要用于刷毛刺等粗加工
通过电气改造,部件升级,可确保机床长时间内无故障发生或故障率极低;将原刀库换新后,机床换刀运行稳定,不用操作者手动换刀,不怕中途掉刀,可提高加工效率;丝杆预紧维修或更换,同时对丝杆进行误差补偿,机床精度能恢复到出厂时精度的7成至8成,这样就能满足一般精加工要求
改造升级后结果:机床故障率降低机床换刀运行稳定机床精度恢复提高效益,节省维护时间和费用[键入文字]方案:电气部分:根据车间使用习惯,方便工艺加工程序统一化管理,拟采用三菱M70系统对机床电气部分进行更换,原矢量控制主轴驱动和电机更换成三菱伺服驱动和伺服主轴,原安川进给伺服系统更换成三菱进给伺服系统,更换电柜内所有电气元器件和线缆;由于原电柜厚度不能满足新部件的安装空间需求,拟更换加厚电柜,并加装电柜空调系统;设计新操作箱,安装标准加工中心操作面板
机械部分:重新设计制作刀库支架,将原20T刀库换新;设计制作伺服电机和主轴电机安装过度板,更换联轴器和同步带轮;修复机床导轨和丝杆精度,对无法恢复精度的丝杆或导轨进行更换
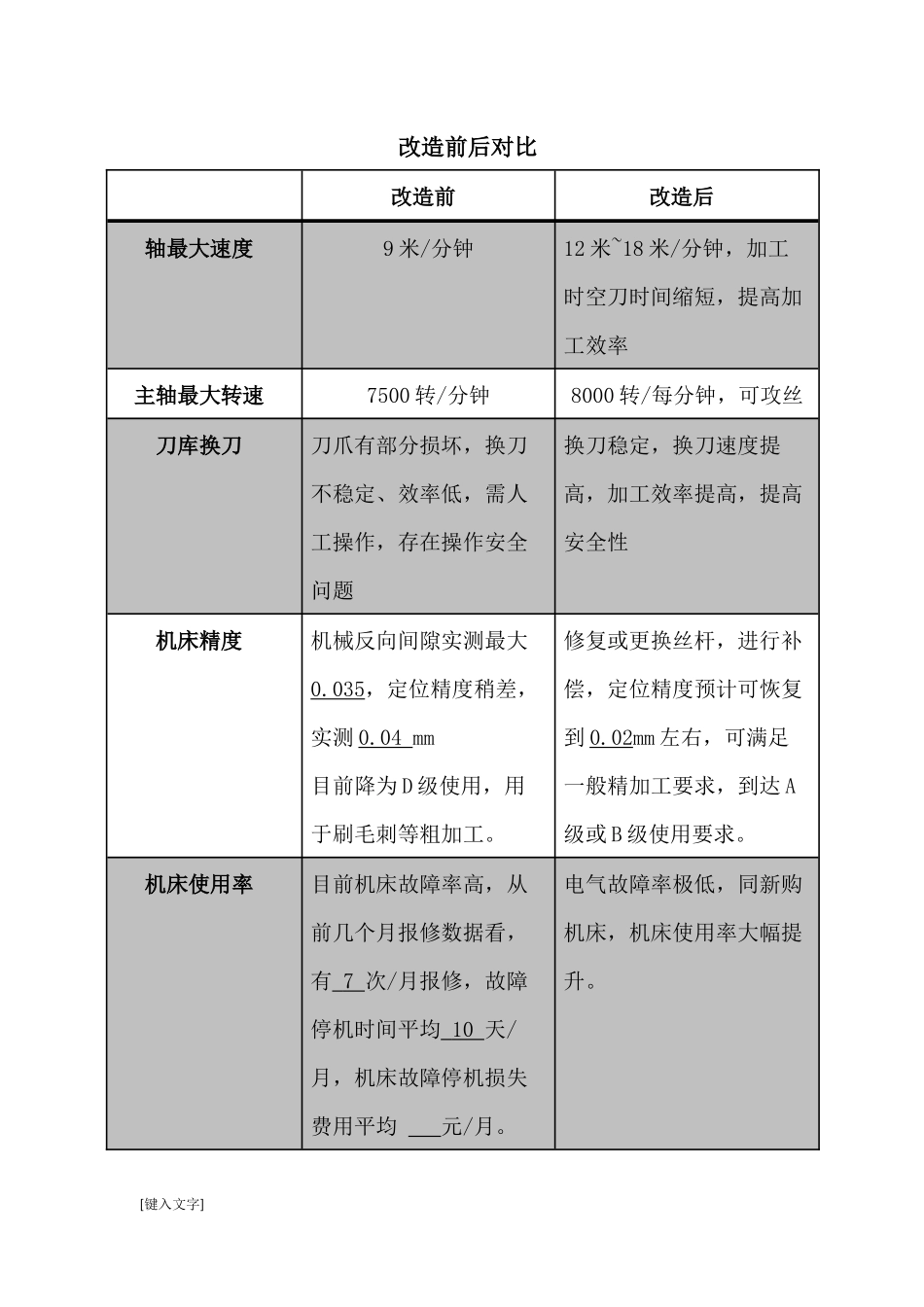
[键入文字]改造前后对比改造前改造后轴最大速度9米/分钟12米~18米/分钟,加工时空刀时间缩短,提高加工效率主轴最大转速7500转/分