珍藏文档采用精度为1/200000的自动安平投点仪、激光测距仪及前方交会法,确定梁、柱基础的中心位置和预埋件的精确定位
2钢管柱施工钢管柱承重性能良好,在受力较大部位能有效减少混凝土柱体积,起到承载和传力作用
钢管柱施工要求较为严格,由专业工厂加工制作,运至工地安装
钢管混凝土柱主要由e950钢管,底法兰环形钢板、顶法兰环形钢板(钢管柱安装前预焊),Q235加劲钢板以柱内节点加强钢筋和C40混凝土组成,L=4350mm
1)施工方法及施工顺序钢管柱分两段组装,施工时先在临时仰拱上开孔,首节由4#导洞吊装,第二节由3#导洞吊装,找正对口焊接,对口形式采用钢管内壁预埋申22接茬钢筋,接茬筋长10cm,接口焊接工艺应满足表3-7要求
钢管焊接完成后,由钢管柱的顶端安放柱的主筋及箍筋,扶正钢管,将钢管托起,连接钢管柱内主筋,钢管柱下落就位,与底部法兰固定连接,钢管柱顶端采用型钢井字固定,定位型钢与格栅钢筋焊接,绑扎钢管柱内箍筋,钢管柱的定位精度与直顺度应满足表3-8要求
柱内混凝土采用导管输送,使用振捣棒振捣,当混凝土浇注至柱顶时,预埋柱顶补强筋
2)钢管柱加工制作及运输(1)钢管柱的制作①钢管柱施工所采用的有关规范钢管柱的制作、安装所依据的主要规范为《钢结构工程施工及验收规范》(GB50205-2001)《建筑钢结构焊接规程》(JGJ81-2002),《钢管混凝土结构设计与施工规程》(CECS28:90)
②钢管柱的制作、安装精度根据有关规范,钢管柱的制作、安装精度见下列各珍贵文档珍藏文档表
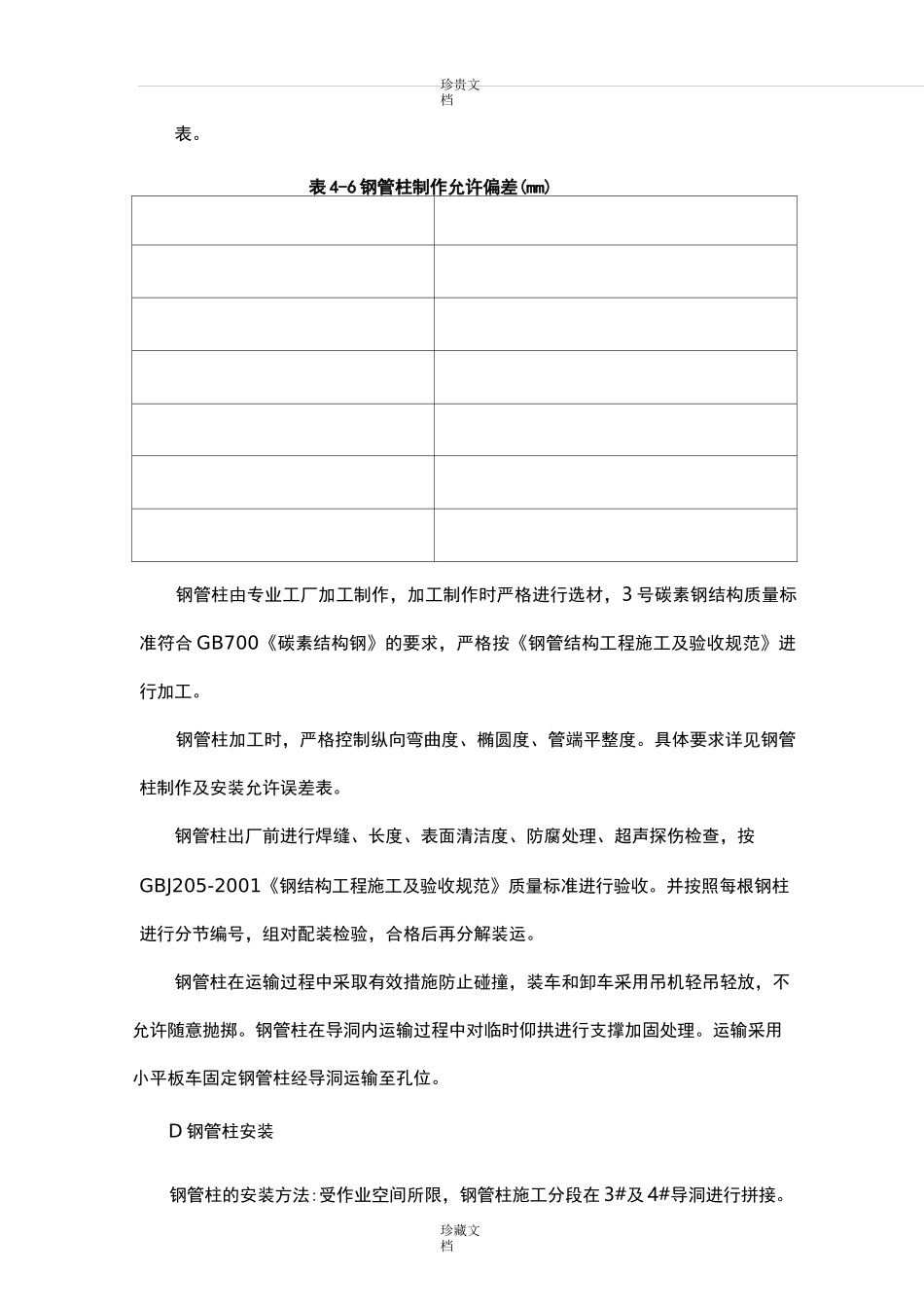
表4-6钢管柱制作允许偏差(mm)钢管柱由专业工厂加工制作,加工制作时严格进行选材,3号碳素钢结构质量标准符合GB700《碳素结构钢》的要求,严格按《钢管结构工程施工及验收规范》进行加工
钢管柱加工时,严格控制纵向弯曲度、椭圆度、管端平整度
具体要求详见钢管柱制作及安装允许误差表