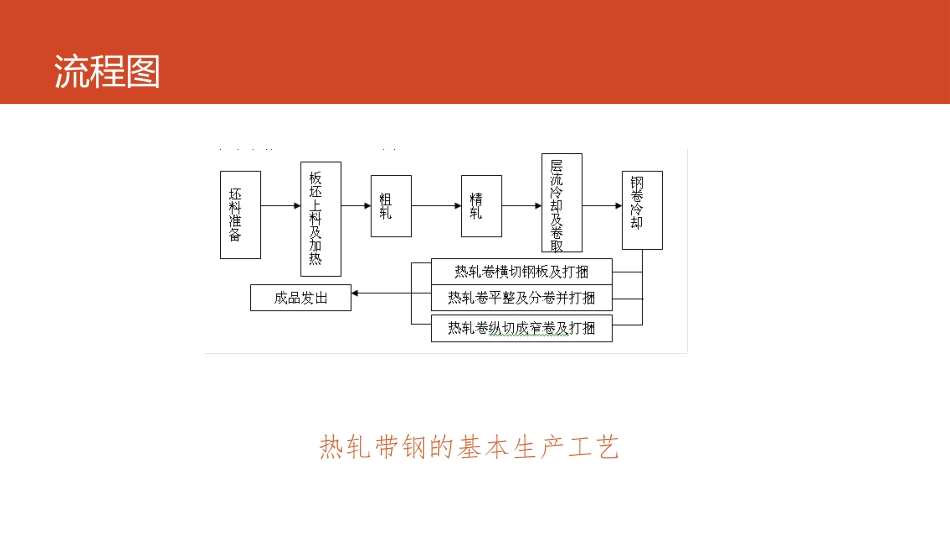
热轧带钢基本生产工艺过程流程图热轧带钢的基本生产工艺板坯管理、准备以及加热经过各种处理并且检查合格的板坯存储在板坯库,每块板坯都有特定的编号,在取用时根据成品要求选择合适的板坯,这时,板坯的标号就方便了板坯的调度
上工序送来的板坯入库时编写制作票,再根据用户和精轧工序的要求填写定货单
然后根据制作票和定货单编制生产计划表并按照轧制技术操作规程编制出轧制单位表
最后根据技术操作规程查出尺寸公差,精轧和卷取温度要求等等,经过检验无误后输入计算机
板坯加热要注意防止钢的氧化、脱碳、过热过烧等缺陷
考虑的问题有加热速度、加热时间和加热温度等几个方面
具体过程是先根据钢种和成品要求确定加热速度模型、在炉时间以及炉温,然后将板坯用传送辊道送入加热炉加热
粗轧轧制过程粗轧是将几层钢板叠在一起,用二辊轧机热轧成薄于2mm的薄板的工艺
板坯经过除磷以后,进入3/4连续式粗轧机组进行轧制,在粗轧最后一架后设有对温度、宽度、厚度的检测装置,以便进行前馈与反馈
粗轧机组各机架均为万能轧机
其中R2为四辊可逆式轧机,R2的轧制道次由轧制工艺确定
粗轧过程中的R1到R4的压下制度和速度制度均用相应的数学模型计算后输入轧制控制系统,立辊测压量也有模型算出输入控制系统
整个粗轧过程由轧制计算机控制系统完成
粗轧机组精轧轧制过程由粗轧机组轧出的带钢坯,经过百米多长的中间辊道输送到经轧机组进行精轧
中间辊道设有高压水除磷装置,粗轧出的钢坯只有经过高压水除磷才可进入经轧机组
中间辊道上,钢坯还要被飞剪切头去尾,以利于后序的精整
除此之外,中间辊道还在不断地调节钢坯速度,保证钢坯顺利进入经轧机组
经轧机组的布置简单,为F1到F7机架顺列式布置
精轧机组为全连轧,采用升速轧制,其F1到F7机架的压下制度,速度制度,轧制压力均由相应的数学模型算出并输入精轧计算机系统,由计算机控制完成整个精轧过程
精轧机组带钢冷却及卷