长输油气管道焊接方法及焊材选用张振永(中国石油天然气管道工程有限公司)摘要介绍了国内外长输油气管道的三种主要焊接方法:手工焊、半自动焊和全自动焊,重点阐述和分析了国内近几年新建管线不同焊接方法的使用情况,同时对不同焊接方法的选用情况和管线钢与焊接材料的匹配进行了一定的探讨和研究
关键词油气管道焊接方法焊材选用0前言管道焊接是管道工程建设中的重要一环,其现场焊接效率和安全可靠性在每条管道建设中都倍受关注
从20世纪50年代国内第一条长输管道建设开始,至今半个世纪中,国内现场焊接施工方式大致经历了手工电弧焊上向焊、手工电弧焊下向焊、半自动焊和自动焊四个发展过程
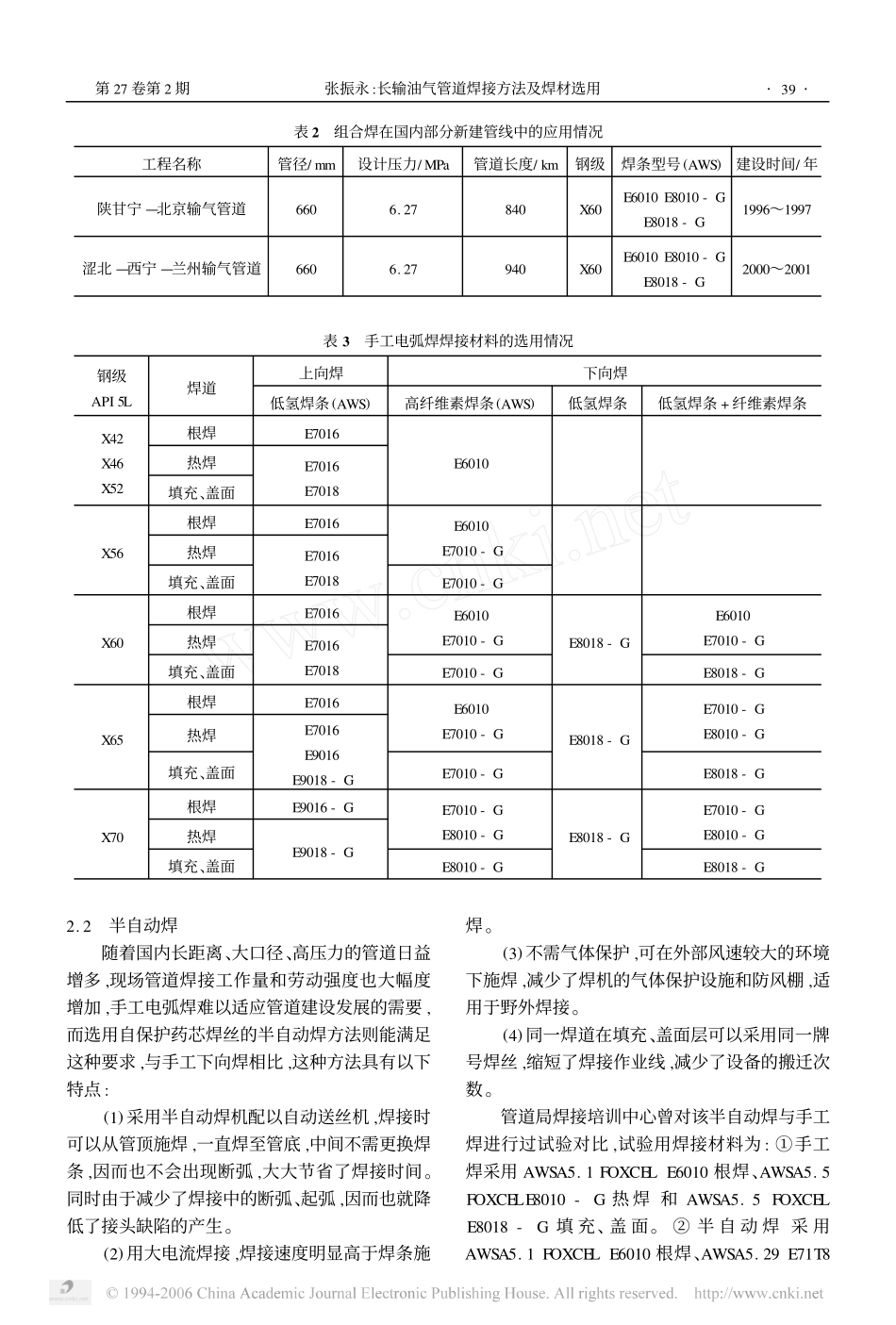
手工电弧焊下向焊是20世纪80年代从国外引进的一种先进焊接方式,在目前管道建设中最为常用;20世纪90年代以后,随着国内一批长输管线的开工建设,半自动焊也很快被引进应用,如前几年建成的1500km苏丹输油管道和国内940km的涩北—西宁—兰州输气管道以及1200km的兰州—成都—重庆成品油管道中都大量采用了半自动焊方式,其中在STT半自动焊中还首次采用了国产的气保焊丝;虽然国内自动焊技术发展较晚,但随着西气东输工程的开工建设,这种焊接技术的研制和发展也很快,现已在西气东输工程中得到了成功的应用
1管道焊接的特点及要求管道作为油气资源五大运输方式之一,具有线路长,跨区域范围大的特点,途经山区、平原、丘陵、沙漠和水域等多种地形、地貌
自然条件变化大、施工作业条件差
现场管道焊接具有以下特殊性:(1)焊接场地不固定
现场施工作业点随着施工地点变化而变化,与工厂焊接生产相比,环境条件变化大,外界环境因素对焊接质量影响大;(2)施工作业直接受沿线地形地貌的影响
长输管道线路长,一般要经过多种地形、地貌
所选焊接施工方法应对外界环境有良好的适应性;(3)自然环境对焊接质量有较大影响
长输管道施工焊接属于野外作业,不可避免要承受风、雪