轧机维护与检修摘要:轧机由于工作条件的因素,故障的种类繁多,严重影响正常生产
本文主要介绍轧机主要部件的日常维护保养,使轧机保持良好的工作状态,通过轧机的检测方式总结出各种较为常见故障的产生原因,以及所对应的检修措施
以此来做好轧机的维护减少轧机的故障率,提高轧机使用寿命和工作性能进而降低在设备维修上的投入资金,降低生产成本高为企业提高经济效益
关键词:轧机检修维护润滑所谓轧机,就是使轧件在转动的轧辊间产生塑性变形,轧出所需断面形状和尺寸的钢材
主要由轧辊、轧辊轴承、机架压下装置、轨座和导位装置等组成
轧机的工作环境是极其恶劣的,高温、摩擦、重载荷、介质等等,这些因素使轧机的各部件容易产生种种故障
如不及时发现和处理,不仅会影响正常生产,造成企业重大经济损失,甚至会酿成灾祸
轧机的检测:(1)机械测量法
是利用机械器具对对被测物理量进行直接测量
如用杠杆应变计测量应变,用机械测振仪测量轧机振动参量等
(2)光测法
是利用光学的基本理论,用实验的方法去研究物体中的应力、应变和位移等力学问题
如光弹法、云纹法、红外测温仪测温以及激光扫描测径仪测量轧辊直径等
(3)声测法
是利用声波或超声波在介质中的传播速度和波形衰减情况估价被测物质的质量
如超声波测量仪来检测轧机部件的抗拉强度和内部缺陷等
(4)电测法
是先将被测物理量转换成电量,再用电测仪表进行测量的方法
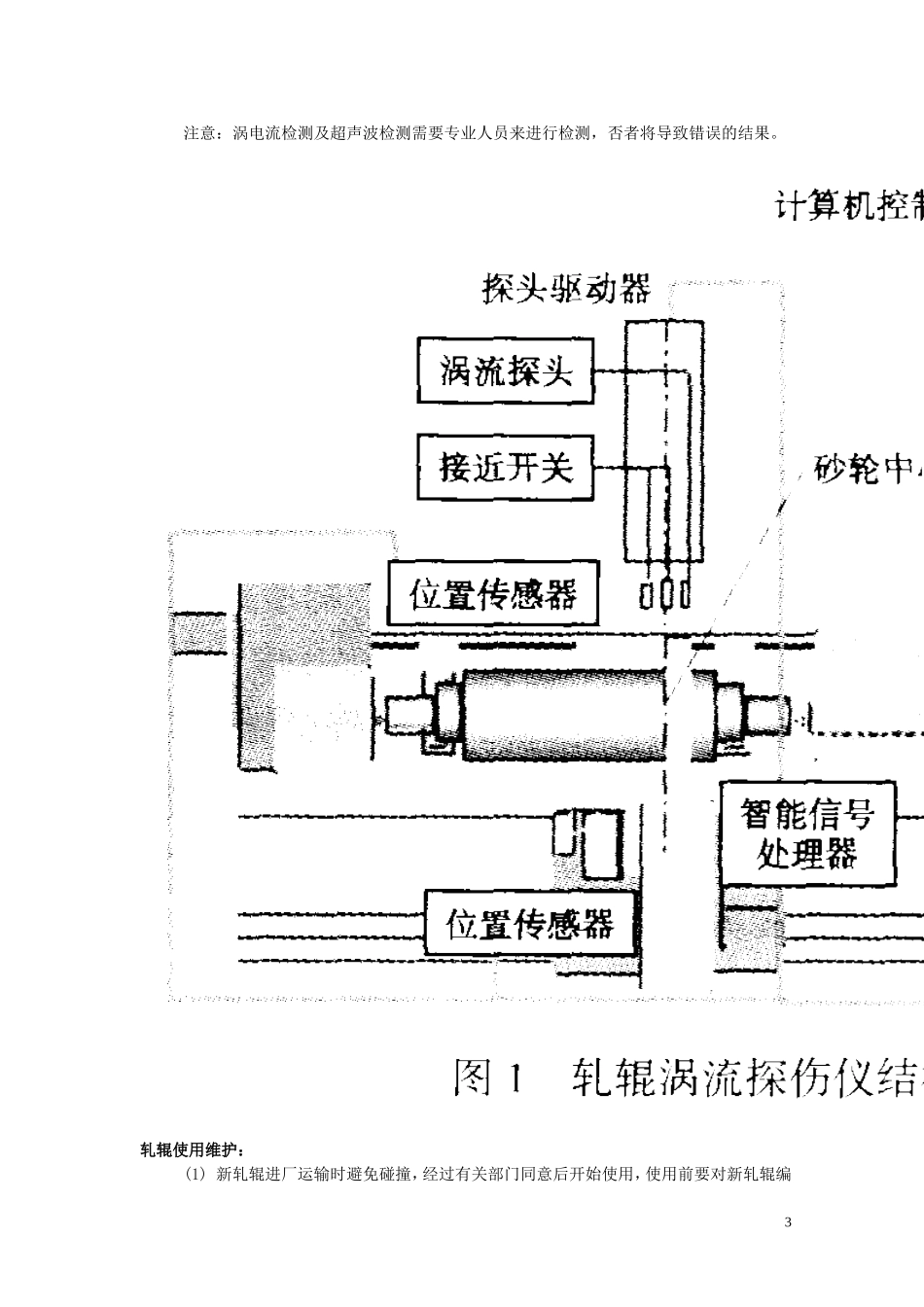
如用电阻应变仪表测量应力应变,用热电高温计测温度,用涡流检测仪检测轧辊内部缺陷等
下面来介绍轧机轧机两个故障率较高的主要部件的维护与检修:轧机轧辊维护检修:1-传动端;2-辊颈;3-辊身;4-圆锥过渡区;5-紧固件槽;6-键槽;7-辊颈润滑油沟;8-平口;9-内孔;lO-双圆锥过渡区;11-心轴;12-硬质合金套;13-螺钉;14-轴向紧定用螺母轧辊是轧机轧制过程中用来使金属产生塑性变形的工具,是轧机的主要部件