四缸直锁二板式锁模结构与其它几种锁模结构性能比较(一)、精密注塑成型对锁模装置的要求1、对于精密注塑而言,注射压力高,有的高达415MPa,这就要求精密注塑机的锁模结构具有足够的刚性和锁模力,但不是锁模力越高越好,它要求锁模力可以控制、稳定、重复性高,它还要求有高的开、合模精度,主要是开、合模终止点的位置精度和模板的平衡度等,它涉及锁模结构、拉杆、动定模板和合模构件的尺寸、材料、热处理方式以及机加工精度和装配精度等
2、对低压模具保护以及合模力的大小要精确控制
一般精密注塑成型所需的模具价格十分昂贵,锁模装置应尽量减少对模具的损害;合模力的大小直接影响模具的变形程度从而影响制品的精度
这要求动模板和定模板都要具有足够的刚性,对于精密注塑成型,一般要求动定模板与模具接触面的变形≤0
1mm,甚至更小
3、合模机构的工作效率要高,开合模速度要快(一般达到40m/min左右)
为了达到这个目的,要求合模结构更加合理,在满足结构刚性的条件下,尽量减少运动部件及其质量,减少运动惯性,有利于实现高速开合模,降低能耗
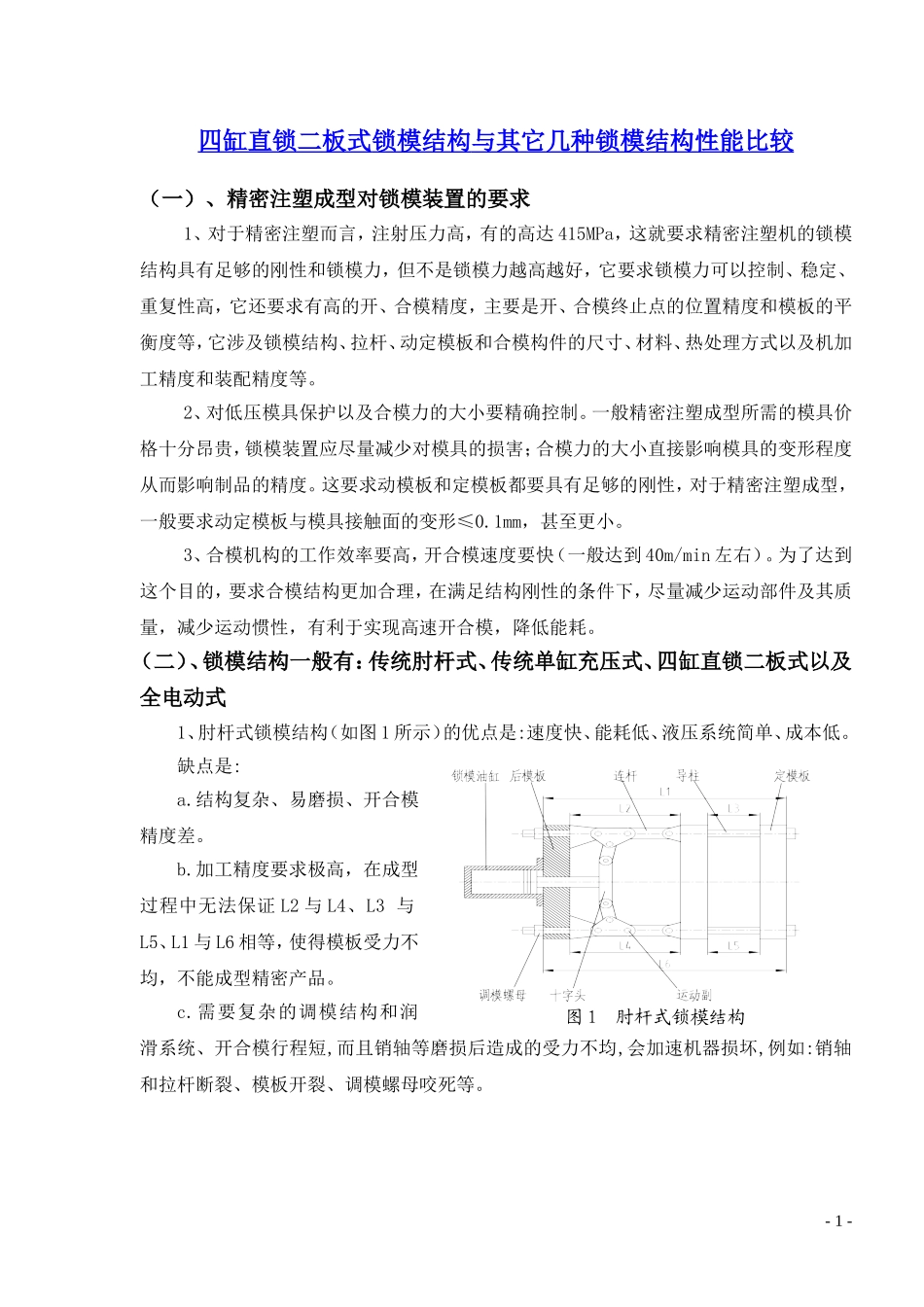
(二)、锁模结构一般有:传统肘杆式、传统单缸充压式、四缸直锁二板式以及全电动式1、肘杆式锁模结构(如图1所示)的优点是:速度快、能耗低、液压系统简单、成本低
结构复杂、易磨损、开合模精度差
加工精度要求极高,在成型过程中无法保证L2与L4、L3与L5、L1与L6相等,使得模板受力不均,不能成型精密产品
需要复杂的调模结构和润滑系统、开合模行程短,而且销轴等磨损后造成的受力不均,会加速机器损坏,例如:销轴和拉杆断裂、模板开裂、调模螺母咬死等
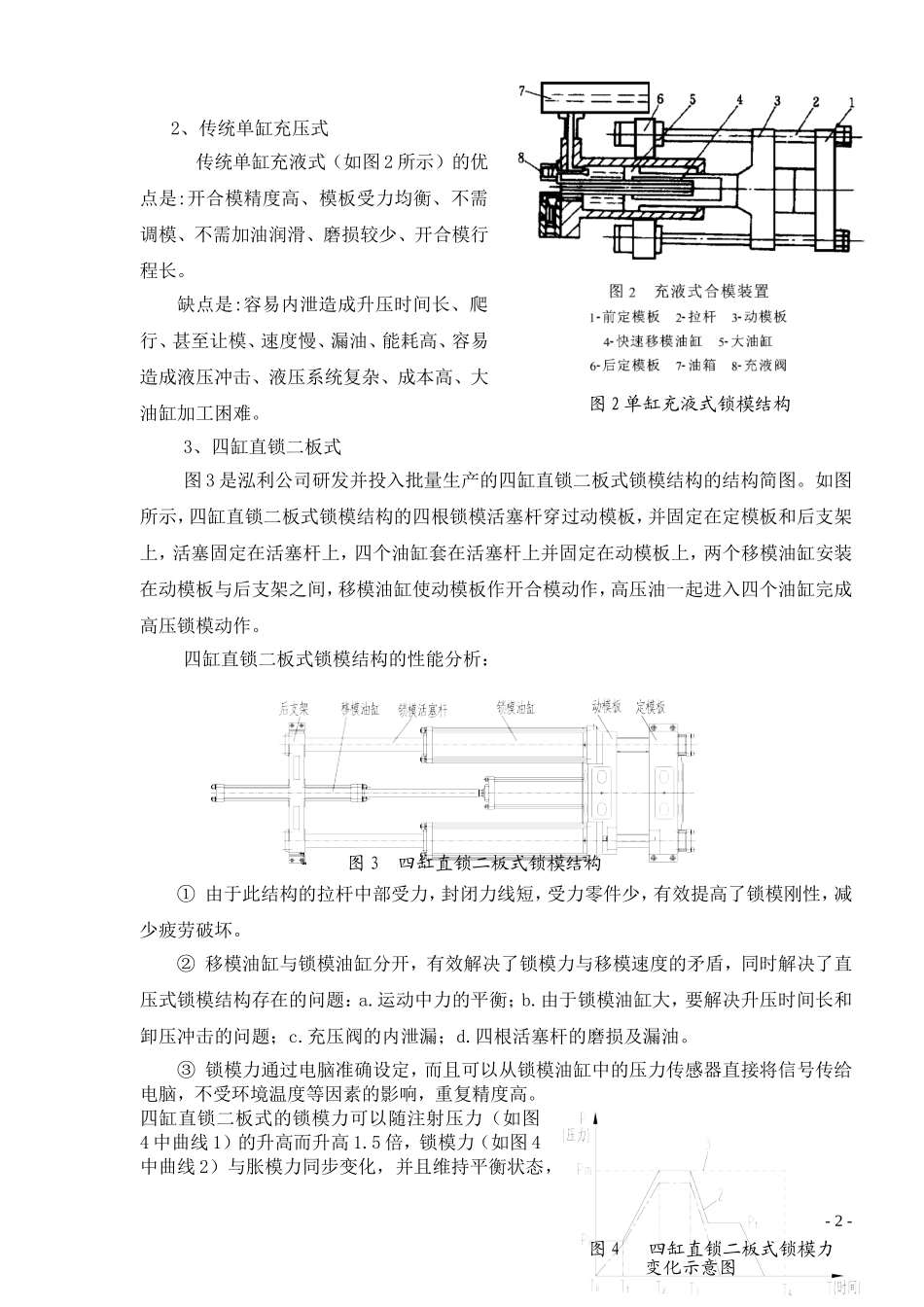
-1-图1肘杆式锁模结构2、传统单缸充压式传统单缸充液式(如图2所示)的优点是:开合模精度高、模板受力均衡、不需调模、不需加油润滑、磨损较少、开合模行程长
缺点是:容易内泄造成升压时间长、爬行、甚至让模、速度慢、漏油、