热轧板带钢生产工艺分析学生姓名:舒锐学号:20122329年级专业:2012级6班所谓生产工艺流程就是把产品的生产工序按次序排列起来
正确制定工艺过程是轧钢车间工艺设计的重要内容
制定轧钢生产工艺过程的首要目的是为了获得质量符合要求的产品,其次要在保证质量的基础上追求轧机的高产量,并能做到降低各种原料、材料消耗,降低产品成本
因此,正确制定产品工艺过程,对于工艺过程合理化,对于充分发挥轧机作用具有重要意义
根据已制定的生产方案,在充分完成产品产量质量要求的前提条件下,用最大可能的低消耗、最少的设备、最小的车间面积、最低的劳动成本,并有利于产品的质量的提高和发展,有较好的劳动条件,最好的经济效益,具体的原则包括:产品的技术条件,生产规模大小,产品成本和工人的劳动条件
热轧板带生产的一般工艺流程是:原料的清理准备,坯料的加热,轧制,轧后冷却,精整和质量检查等工序,对于特殊要求的钢种,在加热后不需经过热处理等工序
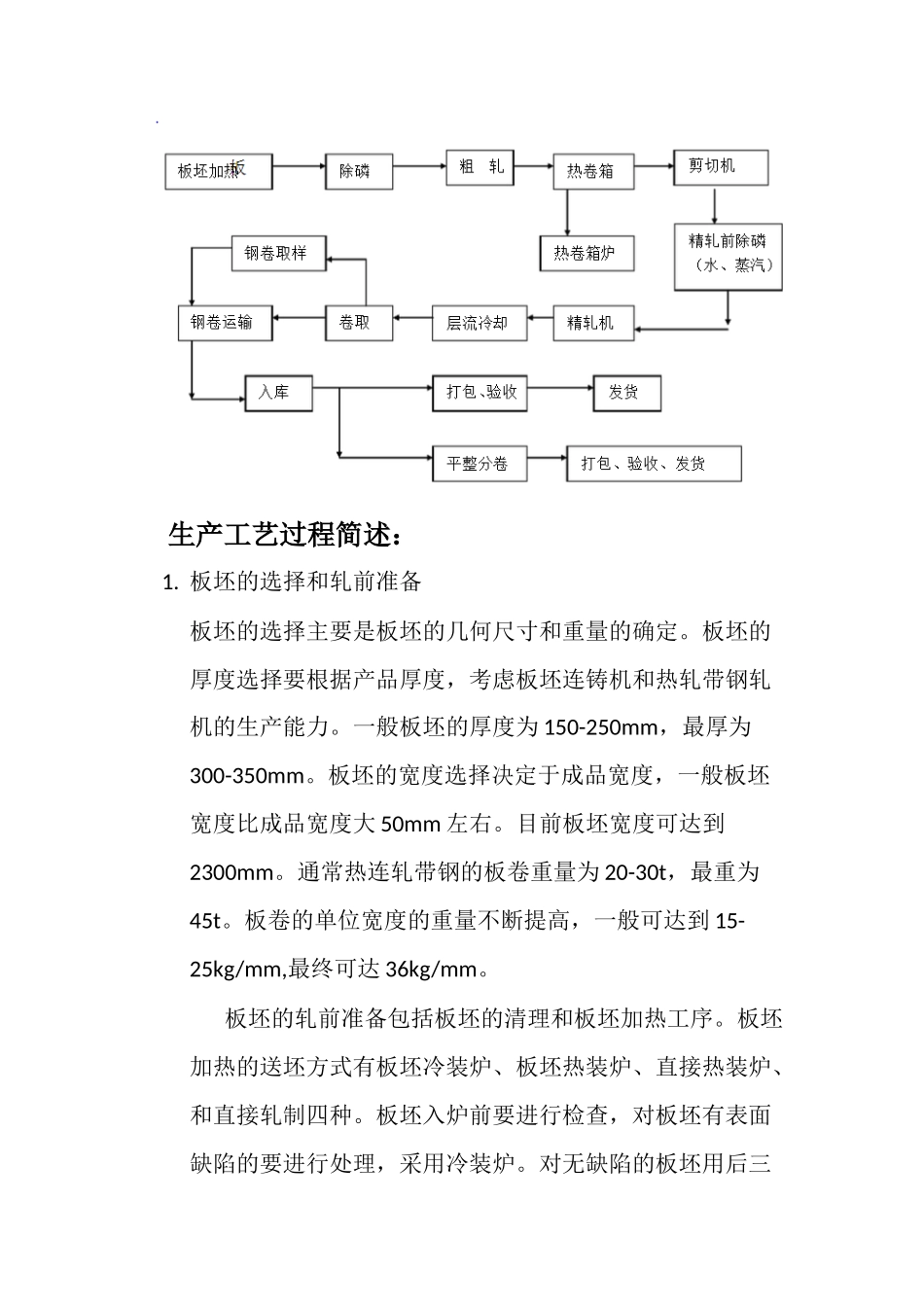
本车间的生产工艺流程如下图所示
生产工艺过程简述:1
板坯的选择和轧前准备板坯的选择主要是板坯的几何尺寸和重量的确定
板坯的厚度选择要根据产品厚度,考虑板坯连铸机和热轧带钢轧机的生产能力
一般板坯的厚度为150-250mm,最厚为300-350mm
板坯的宽度选择决定于成品宽度,一般板坯宽度比成品宽度大50mm左右
目前板坯宽度可达到2300mm
通常热连轧带钢的板卷重量为20-30t,最重为45t
板卷的单位宽度的重量不断提高,一般可达到15-25kg/mm,最终可达36kg/mm
板坯的轧前准备包括板坯的清理和板坯加热工序
板坯加热的送坯方式有板坯冷装炉、板坯热装炉、直接热装炉、和直接轧制四种
板坯入炉前要进行检查,对板坯有表面缺陷的要进行处理,采用冷装炉
对无缺陷的板坯用后三种方式
粗轧粗轧机组的作用是将加热好的板坯经过除磷、定宽、水平辊和立棍轧制,将不同规格