烧结关键工艺控制要求一、目的为进一步梳理烧结区域生产工艺技术管理程序,逐步推进烧结生产工艺技术的标准化管理,有效提升管理质量及效率
现对烧结生产各环节工艺控制点进行初步的标准梳理,编制烧结关键工艺控制点控制标准
二、标准制定的原则1
有利于质量稳定、指标改善、成本降低、产能发挥及环保达标
1#、3#烧结为同机型,原则上各环节控制标准内容一致,因具体设备负荷、环保设施差异等影响,标准制定略有区别
2#烧结因扩容改造,设备及部分工艺控制参数变动较大,需逐步对控制标准进行优化
出现因设备、工艺技术改造及原燃料条件变动等影响,确需对标准进行重新修订或补充的,由烧结主管工程师组织讨论后,报技术总工审批
三、关键工艺控制点标准1
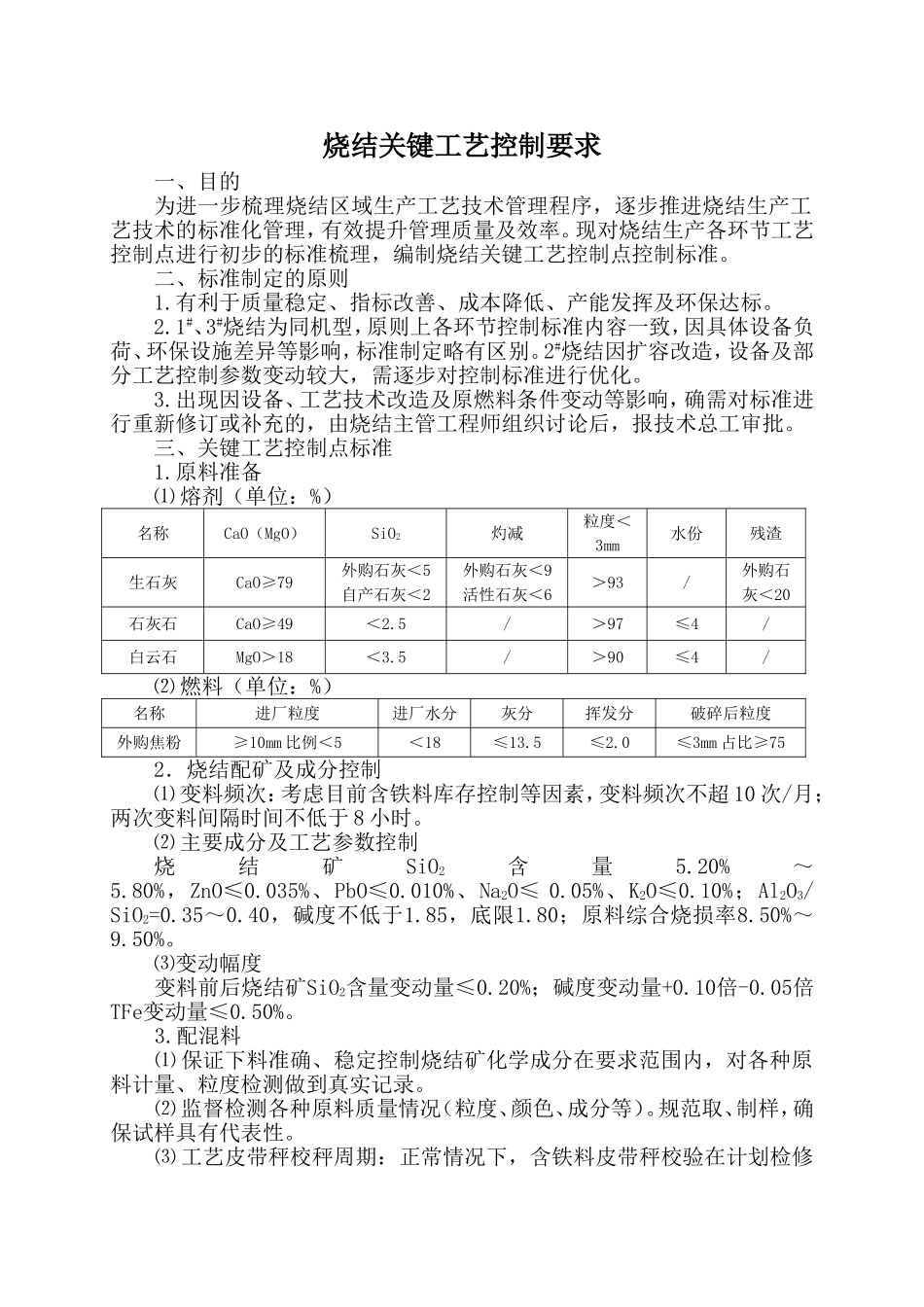
原料准备⑴熔剂(单位:%)名称CaO(MgO)SiO2灼减粒度<3mm水份残渣生石灰CaO≥79外购石灰<5自产石灰<2外购石灰<9活性石灰<6>93/外购石灰<20石灰石CaO≥49<2
5/>97≤4/白云石MgO>18<3
5/>90≤4/⑵燃料(单位:%)名称进厂粒度进厂水分灰分挥发分破碎后粒度外购焦粉≥10mm比例<5<18≤13
0≤3mm占比≥752.烧结配矿及成分控制⑴变料频次:考虑目前含铁料库存控制等因素,变料频次不超10次/月;两次变料间隔时间不低于8小时
⑵主要成分及工艺参数控制烧结矿SiO2含量5
80%,ZnO≤0
035%、PbO≤0
010%、Na2O≤0
05%、K2O≤0
10%;Al2O3/SiO2=0
40,碱度不低于1
85,底限1
80;原料综合烧损率8
⑶变动幅度变料前后烧结矿SiO2含量变动量≤0
20%;碱度变动量+0
05倍TFe变动量≤0
配混料⑴保证下料准确、稳定控制烧结矿化学成分在要求范围内,对各种原料计量、粒度检测做到真实