作业文件版号O/A名称隔热型材工艺操作规程页号1/71、目的通过对生产过程中的每一工艺过程作定性和定量的规定,规范和指导每一工艺过程中的操作者严格按操作要求进行,从而确保型材的产品质量符合要求
2、适用范围适用于隔热型材车间对铝合金型材进行穿条复合隔热和浇注隔热的处理
1车间主任负责指导和监督车间员工按本操作规程的规定操作
2各岗位员工严格按本规程的规定进行作业
4、操作规程4
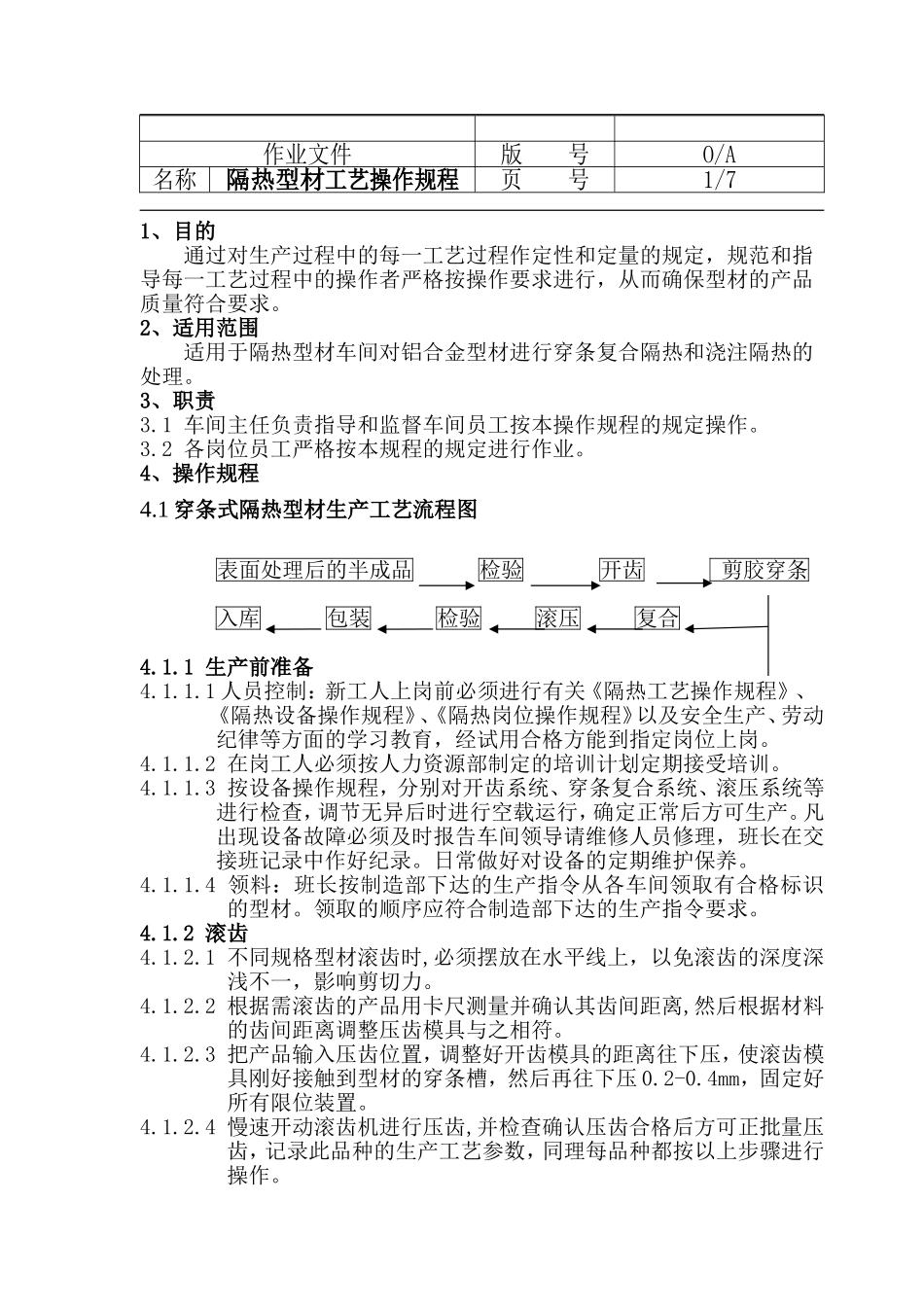
1穿条式隔热型材生产工艺流程图表面处理后的半成品检验开齿剪胶穿条入库包装检验滚压复合4
1生产前准备4
1人员控制:新工人上岗前必须进行有关《隔热工艺操作规程》、《隔热设备操作规程》、《隔热岗位操作规程》以及安全生产、劳动纪律等方面的学习教育,经试用合格方能到指定岗位上岗
2在岗工人必须按人力资源部制定的培训计划定期接受培训
3按设备操作规程,分别对开齿系统、穿条复合系统、滚压系统等进行检查,调节无异后时进行空载运行,确定正常后方可生产
凡出现设备故障必须及时报告车间领导请维修人员修理,班长在交接班记录中作好纪录
日常做好对设备的定期维护保养
4领料:班长按制造部下达的生产指令从各车间领取有合格标识的型材
领取的顺序应符合制造部下达的生产指令要求
1不同规格型材滚齿时,必须摆放在水平线上,以免滚齿的深度深浅不一,影响剪切力
2根据需滚齿的产品用卡尺测量并确认其齿间距离,然后根据材料的齿间距离调整压齿模具与之相符
3把产品输入压齿位置,调整好开齿模具的距离往下压,使滚齿模具刚好接触到型材的穿条槽,然后再往下压0
4mm,固定好所有限位装置
4慢速开动滚齿机进行压齿,并检查确认压齿合格后方可正批量压齿,记录此品种的生产工艺参数,同理每品种都按以上步骤进行操作
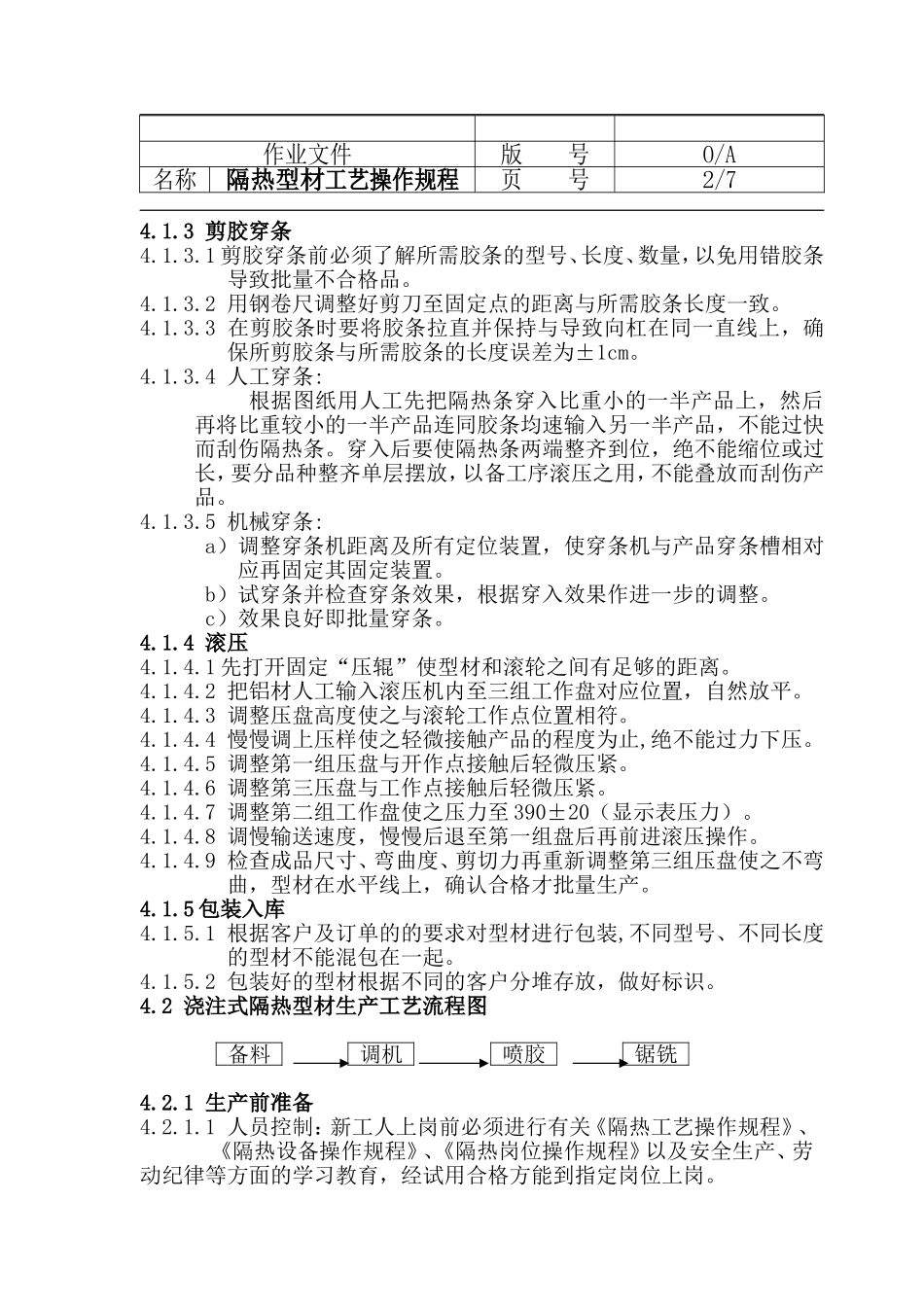
作业文件版号