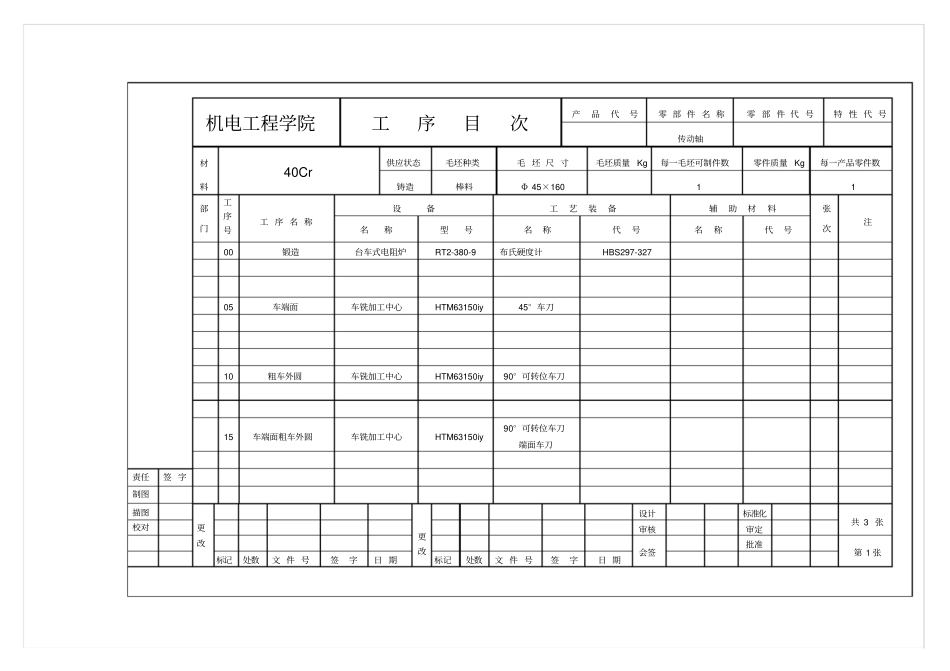
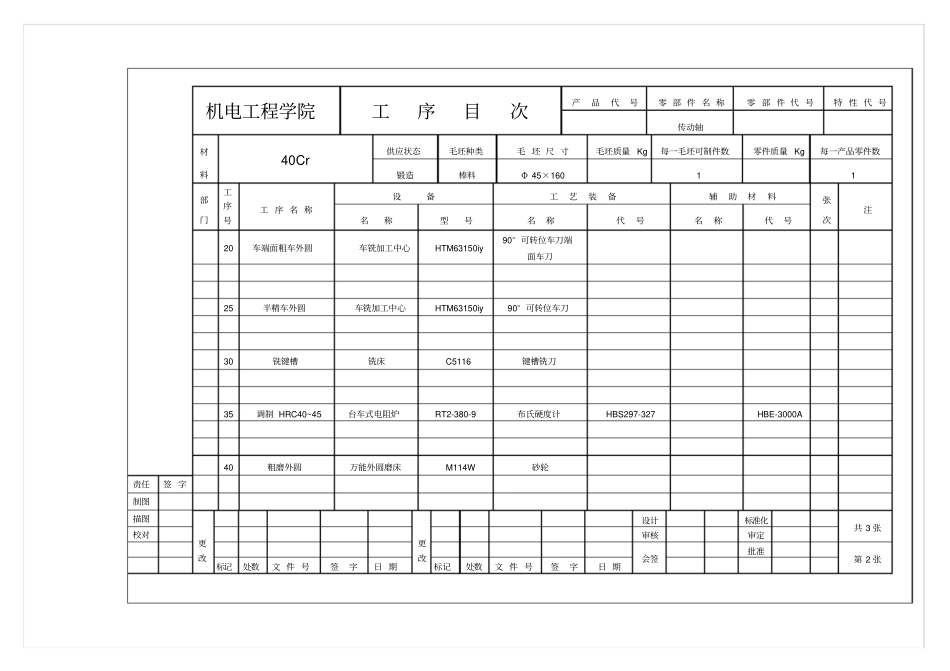
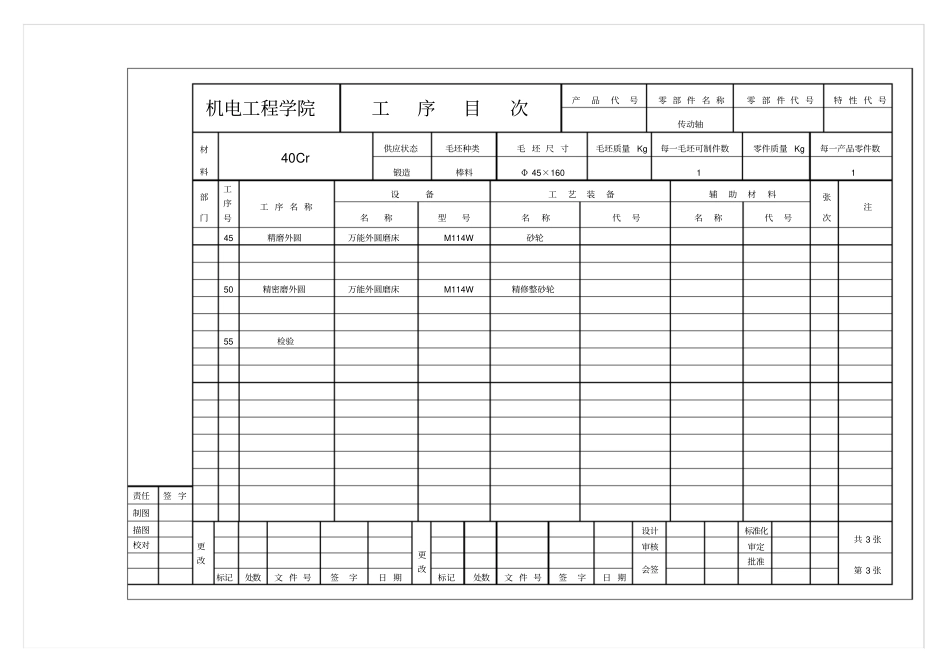
机电工程学院工序目次产品代号零部件名称零部件代号特性代号传动轴材料40Cr供应状态毛坯种类毛坯尺寸毛坯质量Kg每一毛坯可制件数零件质量Kg每一产品零件数铸造棒料Φ45×16011部门工序号工序名称设备工艺装备辅助材料张次注名称型号名称代号名称代号00锻造台车式电阻炉RT2-380-9布氏硬度计HBS297-32705车端面车铣加工中心HTM63150iy45°车刀10粗车外圆车铣加工中心HTM63150iy90°可转位车刀15车端面粗车外圆车铣加工中心HTM63150iy90°可转位车刀端面车刀责任签字制图描图更改更改设计标准化共3张校对审核审定会签批准第1张标记处数文件号签字日期标记处数文件号签字日期机电工程学院工序目次产品代号零部件名称零部件代号特性代号传动轴材料40Cr供应状态毛坯种类毛坯尺寸毛坯质量Kg每一毛坯可制件数零件质量Kg每一产品零件数锻造棒料Φ45×16011部门工序号工序名称设备工艺装备辅助材料张次注名称型号名称代号名称代号20车端面粗车外圆车铣加工中心HTM63150iy90°可转位车刀端面车刀25半精车外圆车铣加工中心HTM63150iy90°可转位车刀30铣键槽铣床C5116键槽铣刀35调制HRC40~45台车式电阻炉RT2-380-9布氏硬度计HBS297-327HBE-3000A40粗磨外圆万能外圆磨床M114W砂轮责任签字制图描图更改更改设计标准化共3张校对审核审定会签批准第2张标记处数文件号签字日期标记处数文件号签字日期机电工程学院工序目次产品代号零部件名称零部件代号特性代号传动轴材料40Cr供应状态毛坯种类毛坯尺寸毛坯质量Kg每一毛坯可制件数零件质量Kg每一产品零件数锻造棒料Φ45×16011部门工序号工序名称设备工艺装备辅助材料张次注名称型号名称代号名称代号45精磨外圆万能外圆磨床M114W砂轮50精密磨外圆万能外圆磨床M114W精修整