576冷渣器安全维护检修规程1主题内容与适用范围本标准规定了锅炉******冷渣器的维护与检修规程、检修周期、检修内容、检修工艺及质量标准、检验方法、试车与验收、维护及常见故障排除
本标准适用于锅炉******钳工岗位
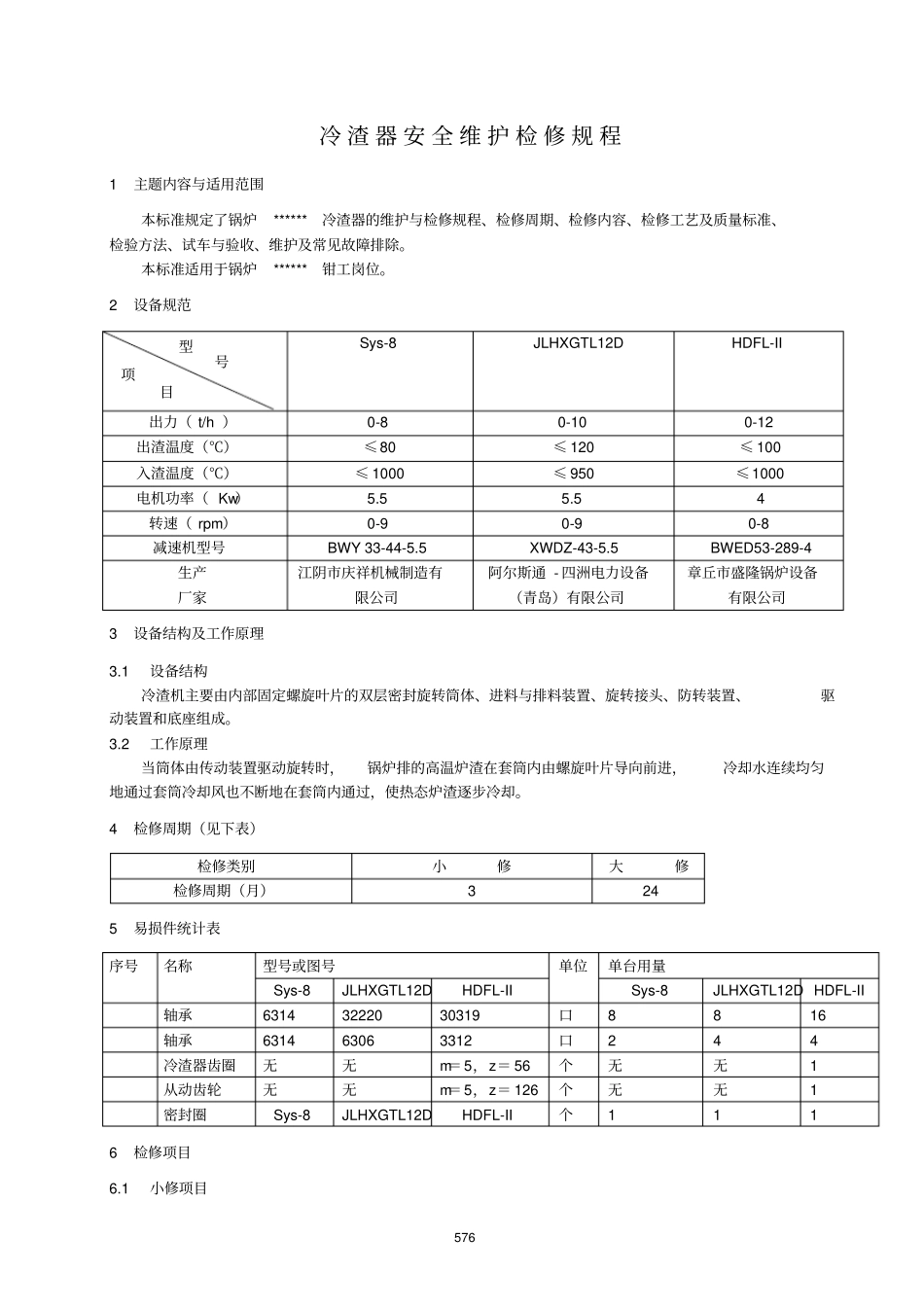
2设备规范Sys-8JLHXGTL12DHDFL-II出力(t/h)0-80-100-12出渣温度(℃)≤80≤120≤100入渣温度(℃)≤1000≤950≤1000电机功率(Kw)5
54转速(rpm)0-90-90-8减速机型号BWY33-44-5
5XWDZ-43-5
5BWED53-289-4生产厂家江阴市庆祥机械制造有限公司阿尔斯通-四洲电力设备(青岛)有限公司章丘市盛隆锅炉设备有限公司3设备结构及工作原理3
1设备结构冷渣机主要由内部固定螺旋叶片的双层密封旋转筒体、进料与排料装置、旋转接头、防转装置、驱动装置和底座组成
2工作原理当筒体由传动装置驱动旋转时,锅炉排的高温炉渣在套筒内由螺旋叶片导向前进,冷却水连续均匀地通过套筒冷却风也不断地在套筒内通过,使热态炉渣逐步冷却
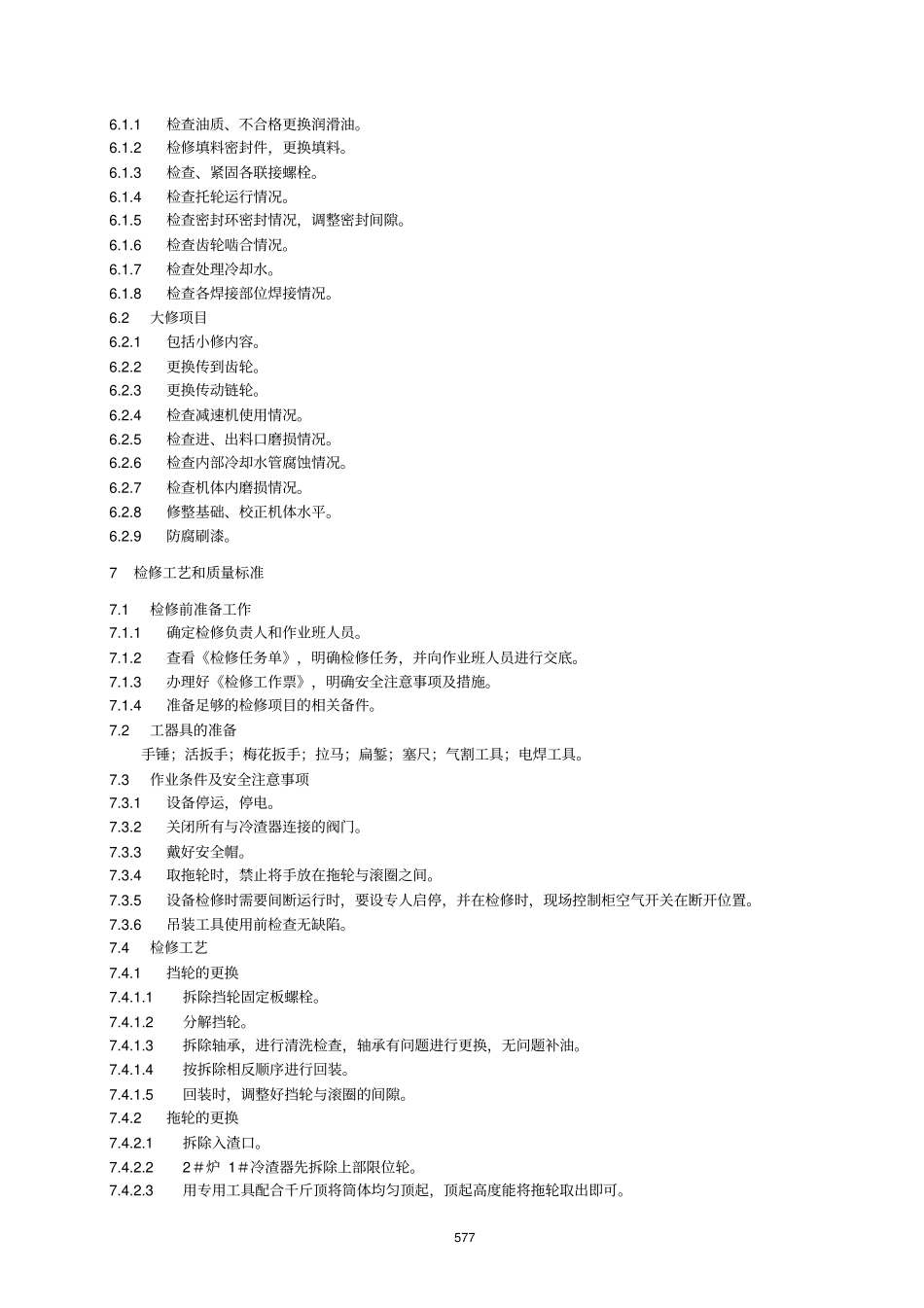
4检修周期(见下表)检修类别小修大修检修周期(月)3245易损件统计表序号名称型号或图号单位单台用量Sys-8JLHXGTL12DHDFL-IISys-8JLHXGTL12DHDFL-II轴承63143222030319口8816轴承631463063312口244冷渣器齿圈无无m=5,z=56个无无1从动齿轮无无m=5,z=126个无无1密封圈Sys-8JLHXGTL12DHDFL-II个1116检修项目6
1小修项目型号项目5776
1检查油质、不合格更换润滑油
2检修填料密封件,更换填料
3检查、紧固各联接螺栓
4检查托轮运行情况
5检查密封环密封情况,调整密封间隙
6检查齿轮啮合情况
7检查处理冷却水