★★★★有限公司尼龙软管工艺操作规程第AAAA版编制★★★编号★★★审核★★★批准★★★生效日期★★★发布日期★★★受控印章发文号尼龙软管工艺操作规程1111主题内容与适用范围本规程规定了尼龙软管(以下简称管体)的工艺要求和操作规范
本规程适用于尼龙软管(PA11、PA12)的挤出工艺作业
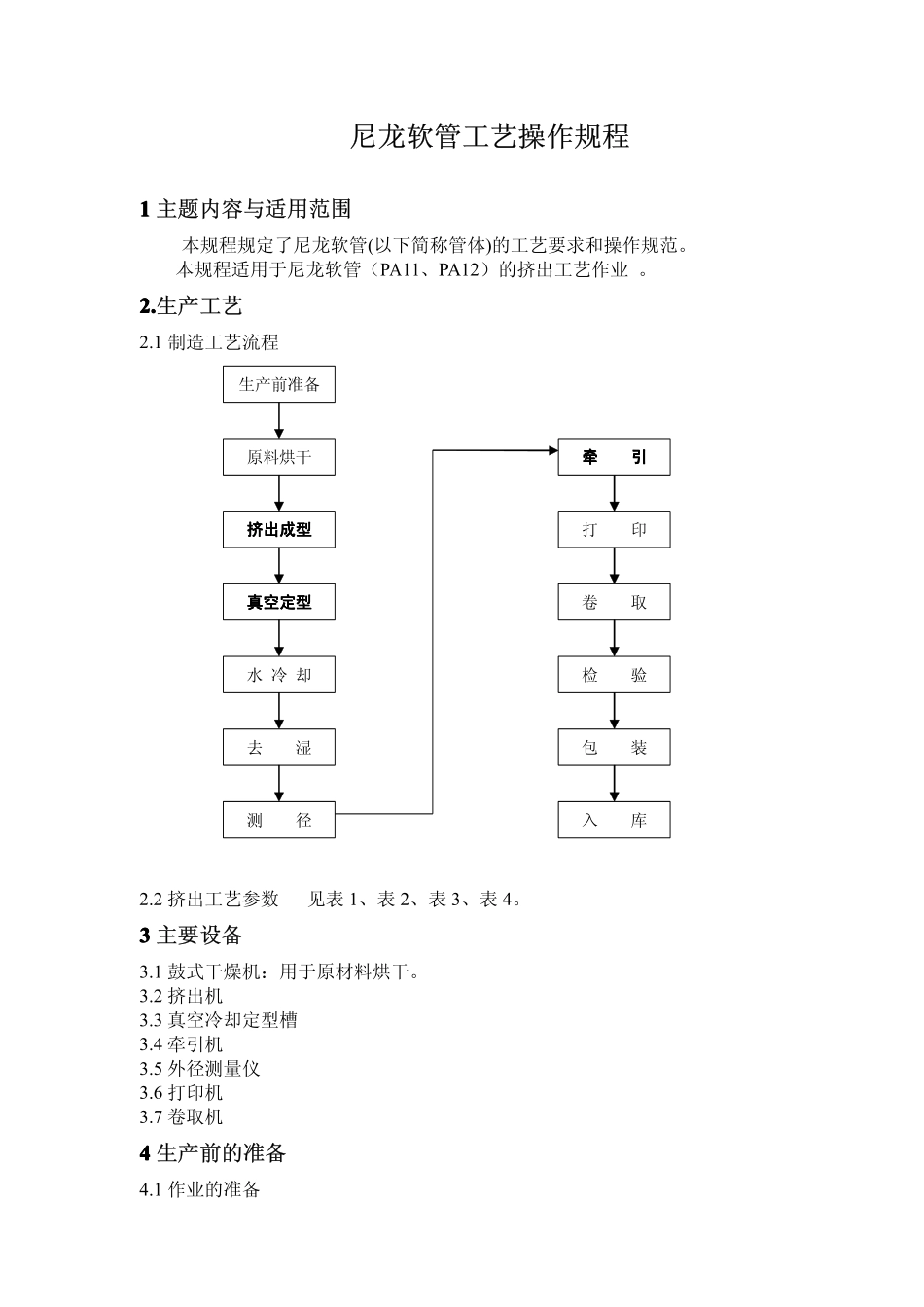
1制造工艺流程2
2挤出工艺参数见表1、表2、表3、表4
3333主要设备3
1鼓式干燥机:用于原材料烘干
3真空冷却定型槽3
5外径测量仪3
7卷取机4444生产前的准备4
1作业的准备去湿生产前准备测径原料烘干挤出成型挤出成型挤出成型挤出成型真空定型真空定型真空定型真空定型水冷却入库牵牵牵牵引引引引包装检验卷取打印按作业卡的内容对照并予以确认
主要对照内容:(1)产品名称;(2)规格尺寸;(3)使用原料及颜色;(4)数量;(5)打印标识
2模具的准备和组装(1)按作业卡的要求准备芯型、口模、定型器等;(2)挤出模具(芯型、口模)清理时必须一人负责清理模具另外一人负责监督检查,确认清理干净后再进行组装
3温度设定及升温按作业卡的要求设定各段温度,升温达到指定温度后需经20~30分钟方可获得稳定
4冷却水的供给打开挤出机机筒的料斗下侧部分冷却水供水阀,应在机筒开始升温后立即进行,同时打开真空泵真空槽、冷却水槽供水阀
5原料烘干状态的确认(1)烘干时间应在2小时以上;(2)烘干温度控制在85±5℃
6量具的准备(1)管厚规—测量壁厚用(2)塞规—测量内径用(3)游标卡—测量外径用5555挤出5
1升温情况的检查温度未达到指定值并呈稳定状态前不能起动挤出机
2打开各部的供水阀,4
4项所进行的供水需再度确认
3牵引速度的设定管体的标准牵引速度可参照表3,但应以作业卡上要求的牵引速度优先