毕业设计题目:座子拉深成型工艺与模具设计零件名称:座子生产批量:大批量材料:08酸洗钢板零件简图:如图所示座子设计步骤按如下程序进行(一)分析零件的工艺性这是一个不带底的阶梯形零件,其尺寸精度、各处的圆角半径均符合拉深工艺要求
该零件形状比较简单,可以采用:落料一拉深成二阶形阶梯件和底部冲孔一翻边的方案加工
但是能否一次翻边达到零件所要求的高度,需要进行计算1
翻边工序计算一次翻边所能达到的高度:按相关表取极限翻边系数K最小=0
68由相应公式计算得:H最大=D/2(1-K最小)+0
72δ=56/2(1-0
43*8+0
48(mm)而零件的第三阶高度H=21
5>H最大=13
由此可知一次翻边不能达到零件高度要求,需要采用拉深成三阶形阶梯件并冲底孔,然后再翻边
第三阶高度应该为多少,需要几次拉深,还需继续分析计算计算冲底孔后的翻边高度h(见右图):取极限翻边系数K最小=0
68拉深凸模圆角半径取r凸=2σ=3mm由相关公式得翻边所能达到的最大高度:拉深后翻边h最大=D/2(1-K最小)+0
57r凸=56/2(1-0
57*3=10
67(mm)取翻边高度h=10(mm)计算冲底孔直径d:d=D+1
14r凸-2h=56+1
14×3-2×10=39
42(mm)实际采用Ф39mm
计算需用拉深拉出的第三阶高度h´h´=H-h+r凸+δ=21
5-10+3+1
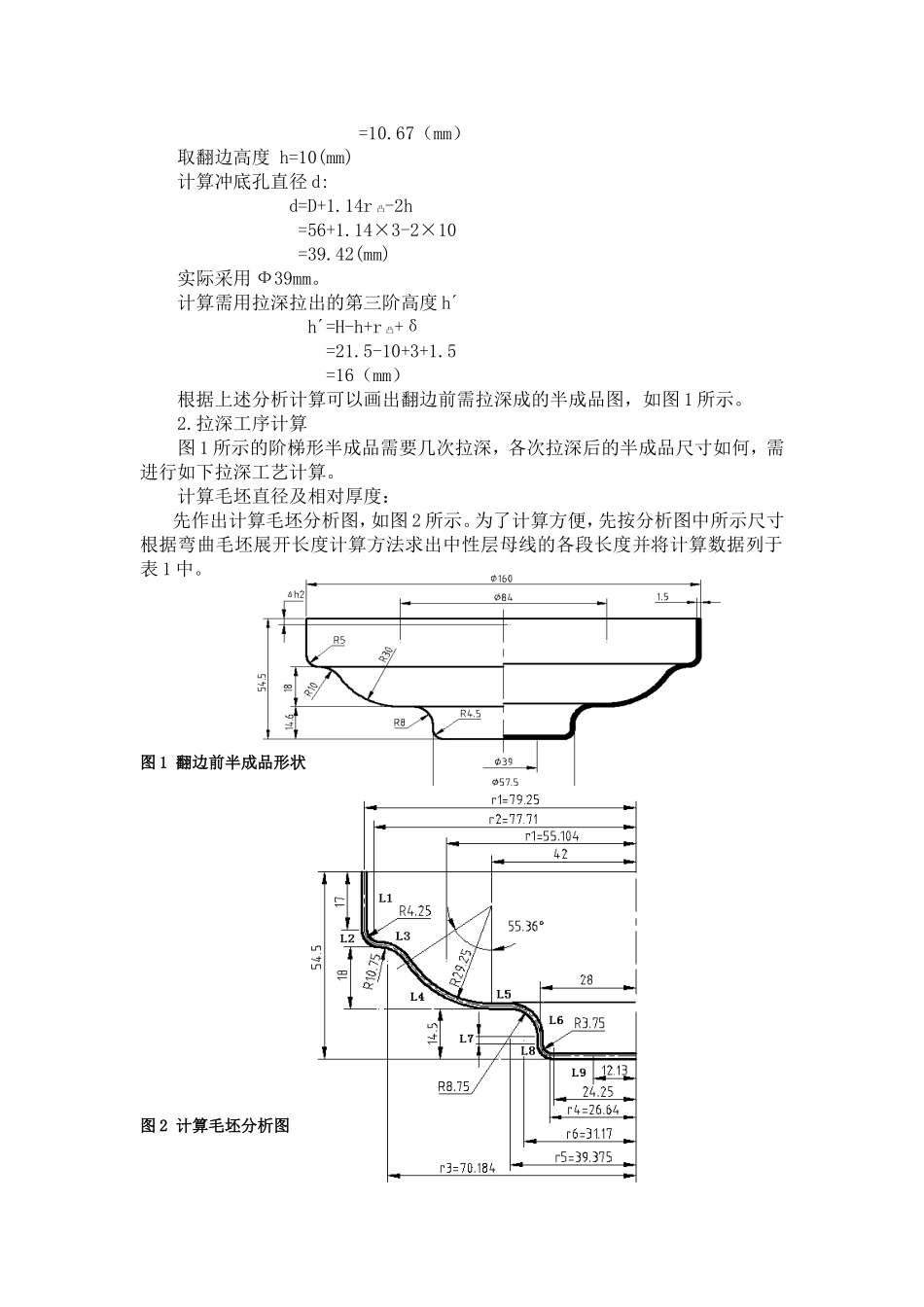
5=16(mm)根据上述分析计算可以画出翻边前需拉深成的半成品图,如图1所示
拉深工序计算图1所示的阶梯形半成品需要几次拉深,各次拉深后的半成品尺寸如何,需进行如下拉深工艺计算
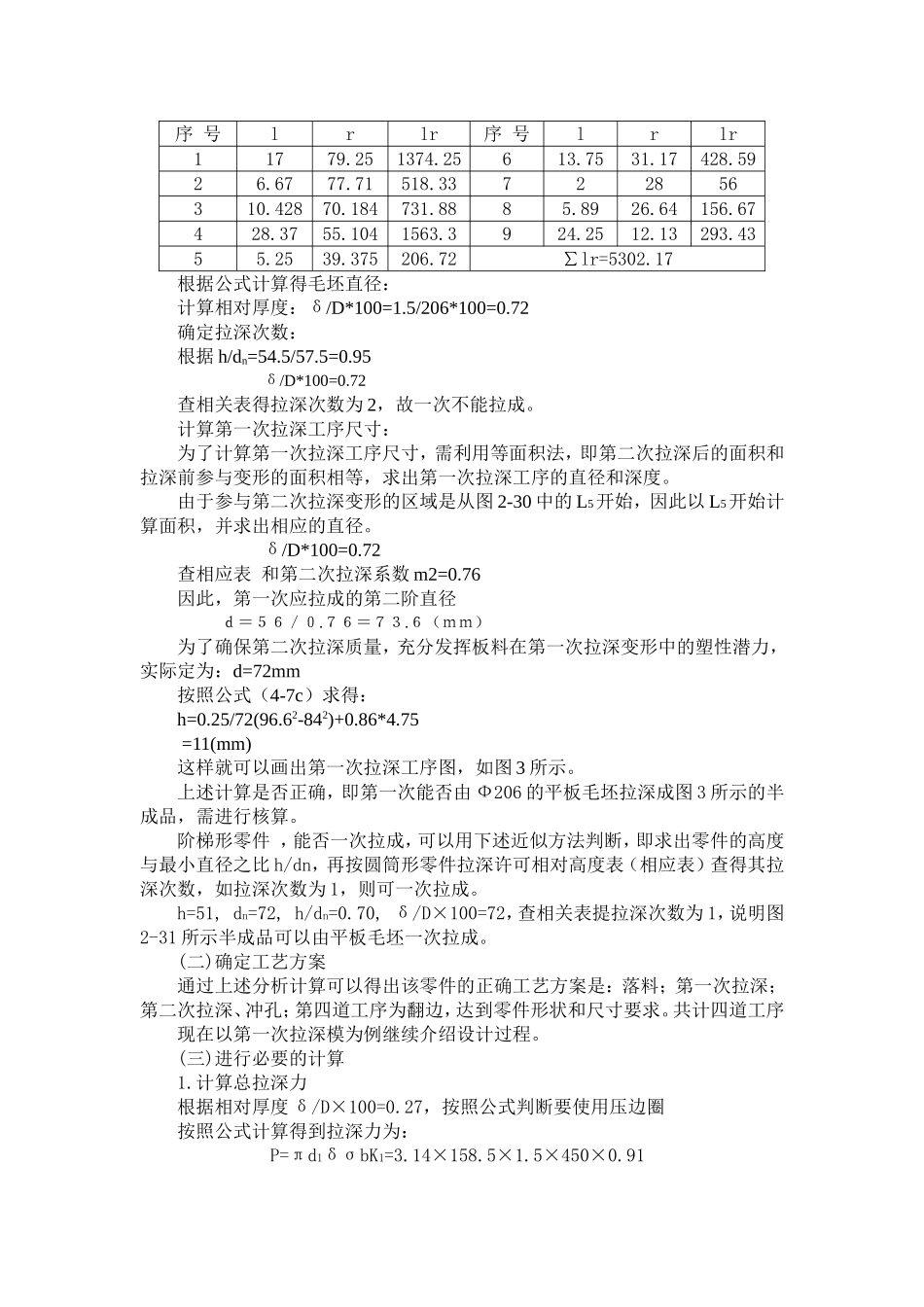
计算毛坯直径及相对厚度:先作出计算毛坯分析图,如图2所示
为了计算方便,先按分析图中所示尺寸根据弯曲毛坯展开长度计算方法求出中性层母线的各段长度并将计算数据列于表1中