I:儒进他手稱电讪I:轴第庫孔及螺纹加工钳工进行的孔加工,主要有钻孔、扩孔、铰孔和锪孔
钻孔也是攻丝前的准备工序
孔加工常在台式钻床、立式钻床或摇臂钻床上进行
若工件大而笨重,也可使用手电钻钻孔
铰孔有时也用手工进行
一、钻床一台式钻床台式钻床简称台钻,如图所示
台钻是一种小型机床,安放在钳工台上使用
其钻孔直径一般在以下
由于加工的孔径较小,台钻主轴转速较高,最高时每分钟可近万转,故可加工以下小孔
主轴转速一般用改变三角胶带在带轮上的位置来调节
台钻的主轴进给运动由手动完成
台钻小巧灵便,主要用于加工小型工件上的各种孔
在钳工中台钻使用得最多
二立式钻床立式钻床简称立钻,如图所示
一般用来钻中型工件上的孔,其规格用最大钻孔直径表示,常用的有、、、等几种
立式钻床主要由机座、立柱、主轴变速箱、进给箱、主轴、工作台和电动机等组成
主轴变速箱和进给箱与车床类似,分别用以改变主轴的转速与直线进给速度
钻小孔时,转速需高些;钻大孔时,转速应低些
钻孔时,工件安放在工作台上,通过移动工件位置使钻头对准孔的中心
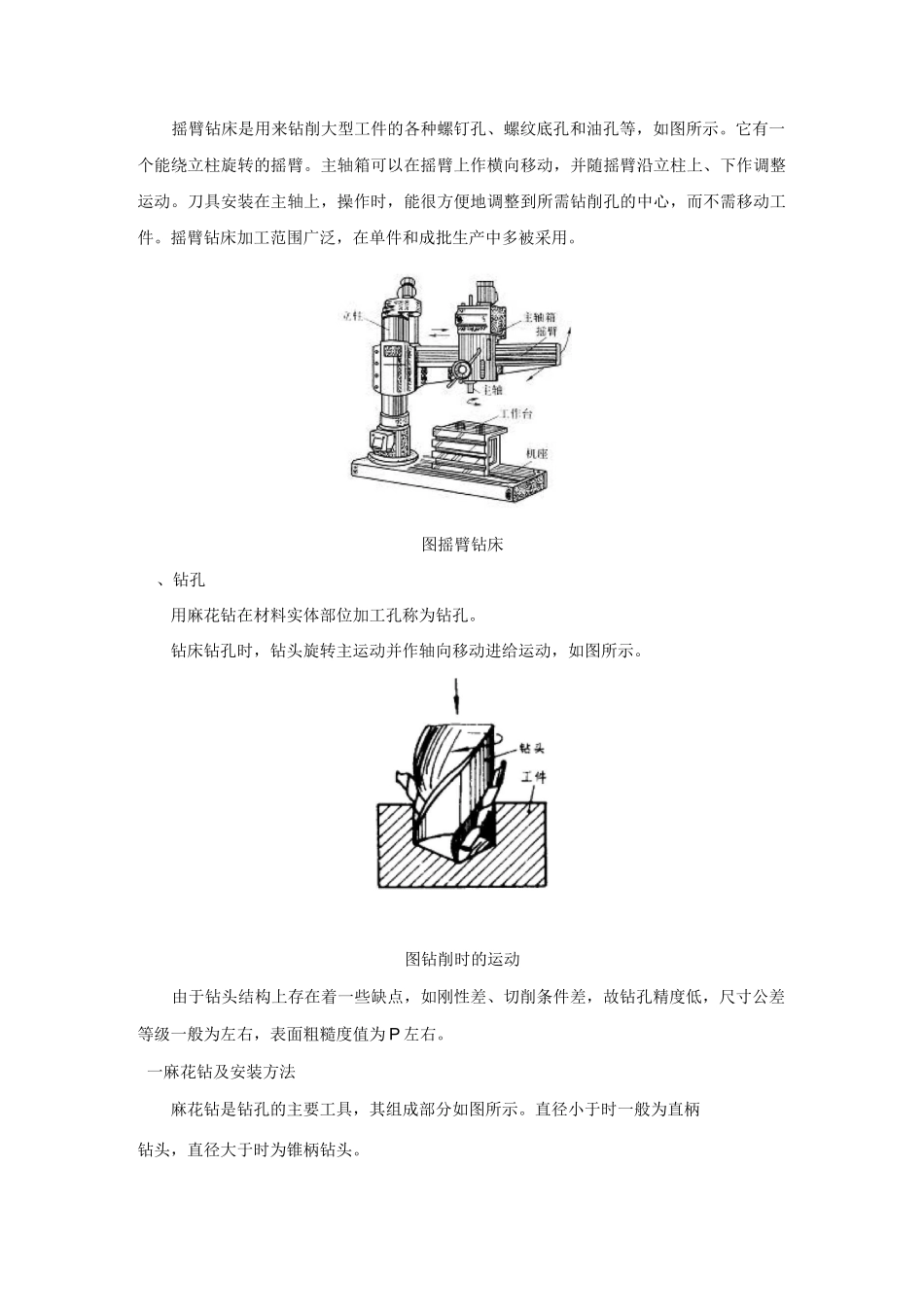
台式钻床立式钻床三摇臂钻床摇臂钻床是用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等,如图所示
它有一个能绕立柱旋转的摇臂
主轴箱可以在摇臂上作横向移动,并随摇臂沿立柱上、下作调整运动
刀具安装在主轴上,操作时,能很方便地调整到所需钻削孔的中心,而不需移动工件
摇臂钻床加工范围广泛,在单件和成批生产中多被采用
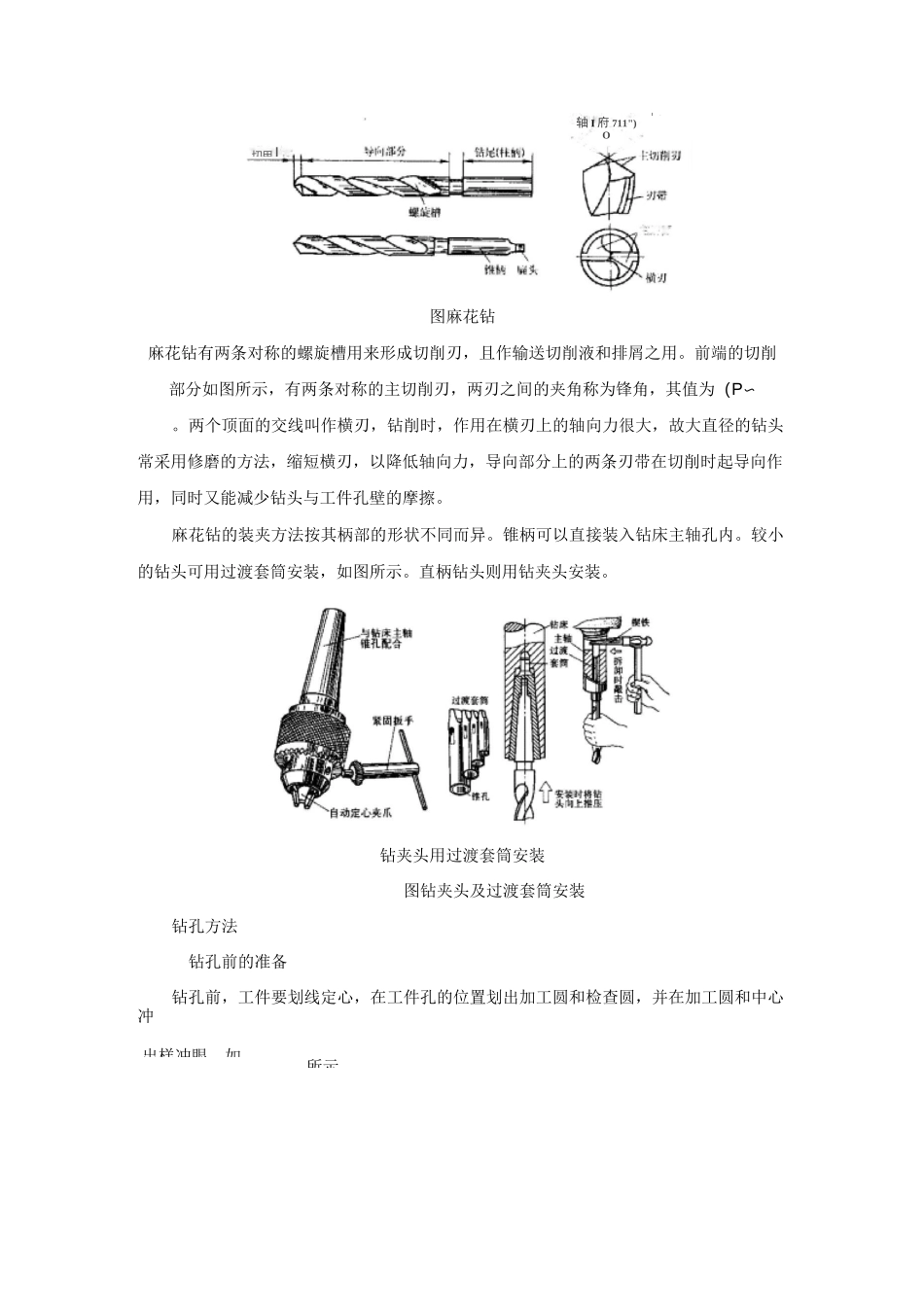
图摇臂钻床、钻孔用麻花钻在材料实体部位加工孔称为钻孔
钻床钻孔时,钻头旋转主运动并作轴向移动进给运动,如图所示
图钻削时的运动由于钻头结构上存在着一些缺点,如刚性差、切削条件差,故钻孔精度低,尺寸公差等级一般为左右,表面粗糙度值为P左右
一麻花钻及安装方法麻花钻是钻孔的主要工具,其组成部分如图所示
直径小于时一般为直柄钻头,直径大于时为锥柄钻头
出样冲眼,如所示