卫生纸机造纸过程控制在卫生纸从浆板原料到原纸的造纸过程中,有些关键的工艺参数必须要控制好,才能生产出质量合格的原纸
在造纸过程中,主要分流送部分与抄纸部分,其中流送部分有碎浆、磨浆、配浆、上浆等内容,抄纸部分有成形、压榨、干燥、压光、卷取等内容,其他与之配套有真空、白水、损纸等系统
如何控制好这些过程中各步骤的关键工艺参数,直接影响到所生产出来原纸质量的好坏
下面我将根据实际的工作经验详细讨论对几个造纸过程步骤的控制
1碎浆碎浆过程要控制的主要工艺参数为碎浆的浓度、时间和抽浆浓度
碎浆的浓度、时间决定浆料的疏解程度,抽浆浓度是下一步骤磨浆的基本条件
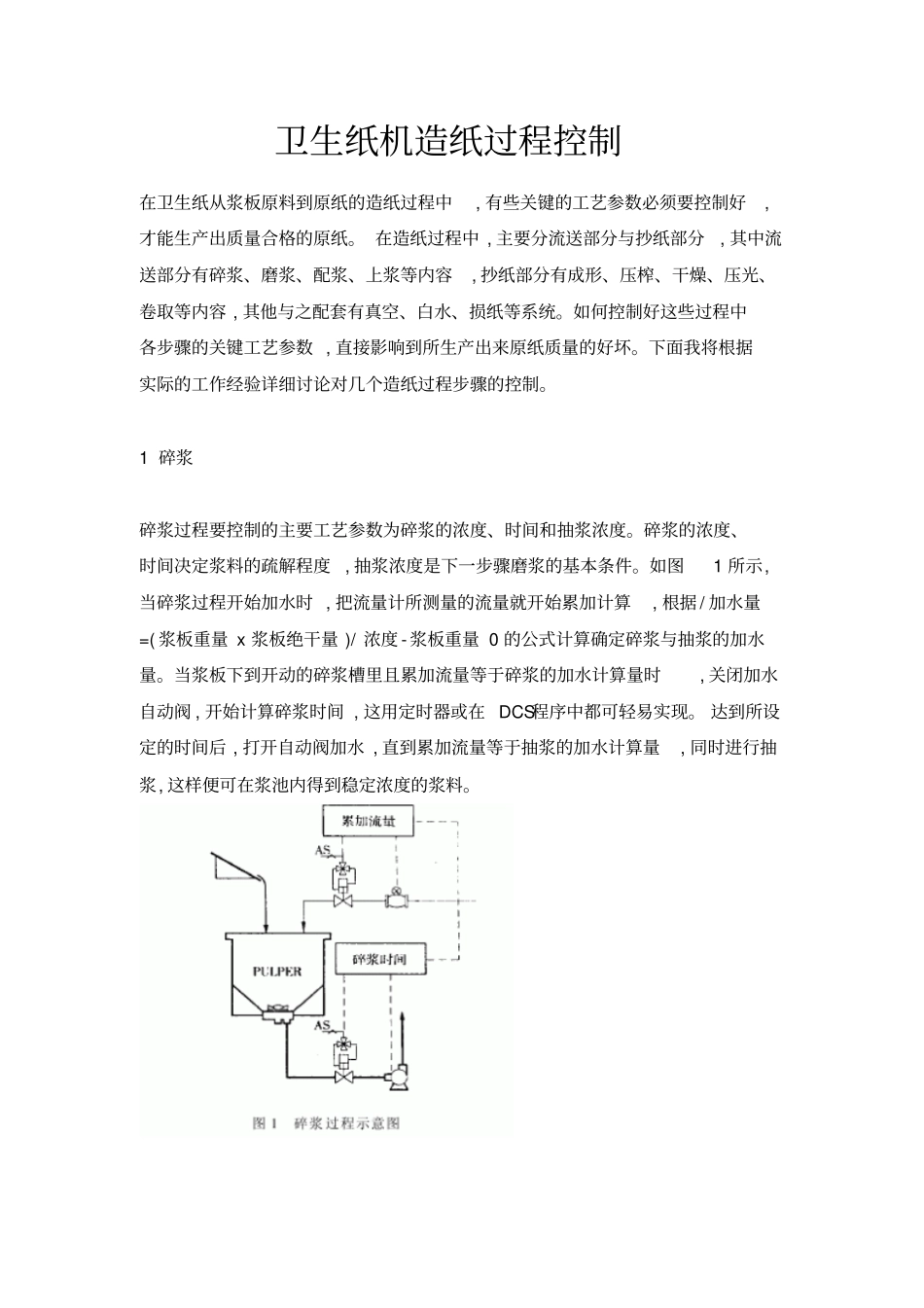
如图1所示,当碎浆过程开始加水时,把流量计所测量的流量就开始累加计算,根据/加水量=(浆板重量x浆板绝干量)/浓度-浆板重量0的公式计算确定碎浆与抽浆的加水量
当浆板下到开动的碎浆槽里且累加流量等于碎浆的加水计算量时,关闭加水自动阀,开始计算碎浆时间,这用定时器或在DCS程序中都可轻易实现
达到所设定的时间后,打开自动阀加水,直到累加流量等于抽浆的加水计算量,同时进行抽浆,这样便可在浆池内得到稳定浓度的浆料
2磨浆磨浆过程要控制的主要工艺参数有浆料通过量、磨浆功率与磨浆浓度
因为实时配浆使长短纤维的用量常常变化较大,同时影响到磨浆机的出口压力,这就需要改变回流量,控制浆料在磨浆机通过量,来稳定磨浆机的出口压力
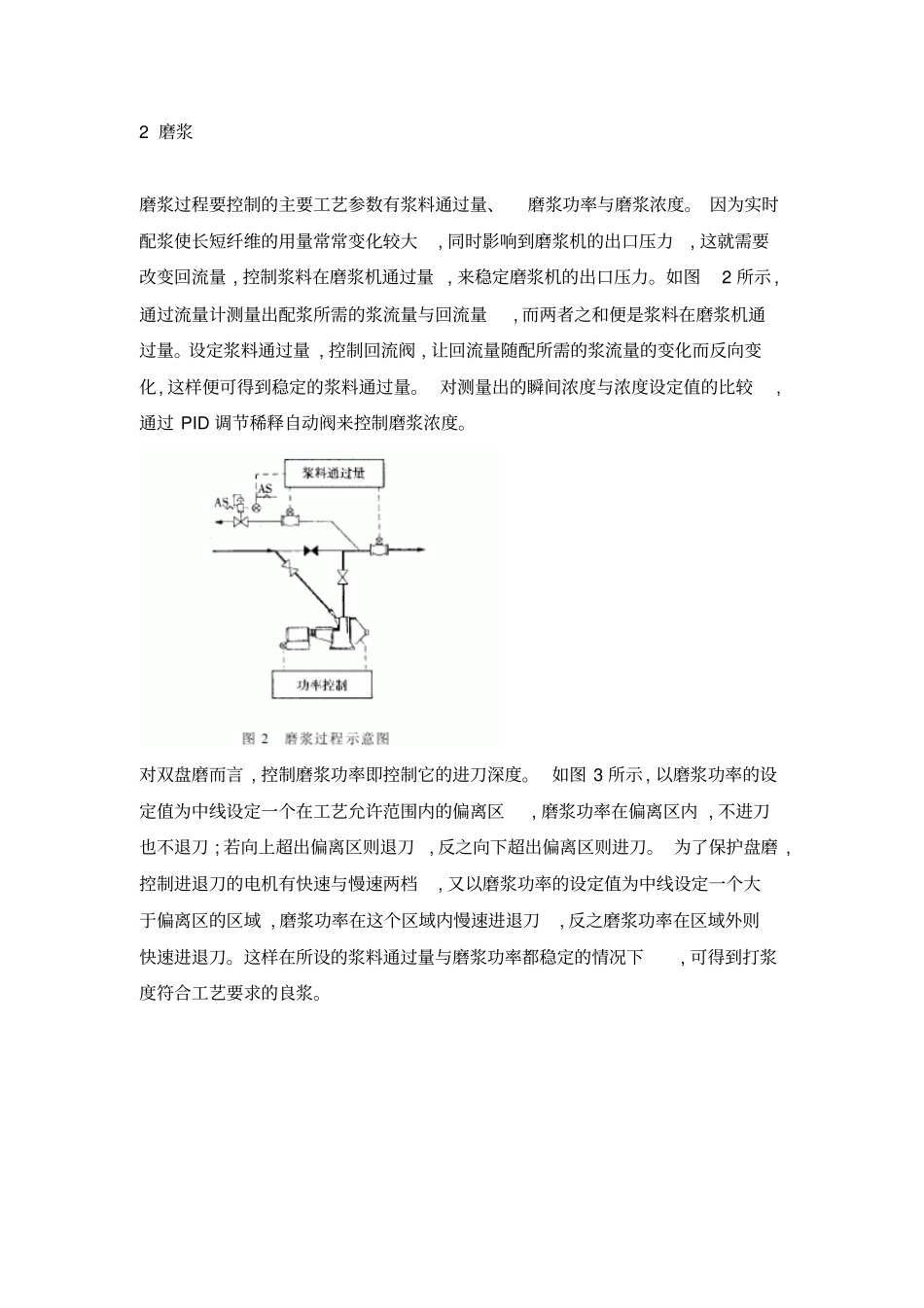
如图2所示,通过流量计测量出配浆所需的浆流量与回流量,而两者之和便是浆料在磨浆机通过量
设定浆料通过量,控制回流阀,让回流量随配所需的浆流量的变化而反向变化,这样便可得到稳定的浆料通过量
对测量出的瞬间浓度与浓度设定值的比较,通过PID调节稀释自动阀来控制磨浆浓度
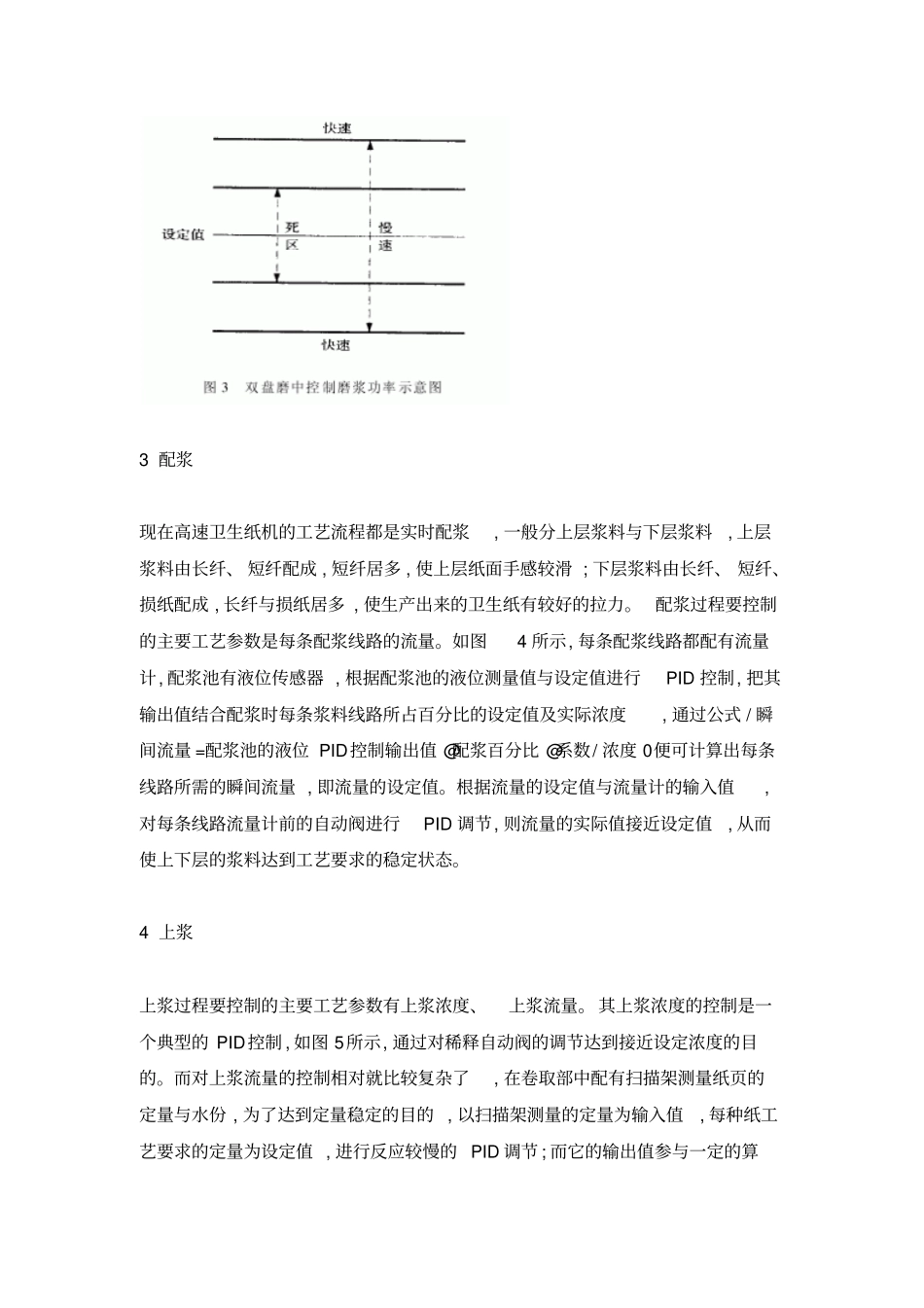
对双盘磨而言,控制磨浆功率即控制它的进刀深度
如图3所示,以磨浆功率的设定值为中线设定一个在工艺允许范围内的偏离区,磨浆功率在偏离区内,不进刀也不退刀;若向上超