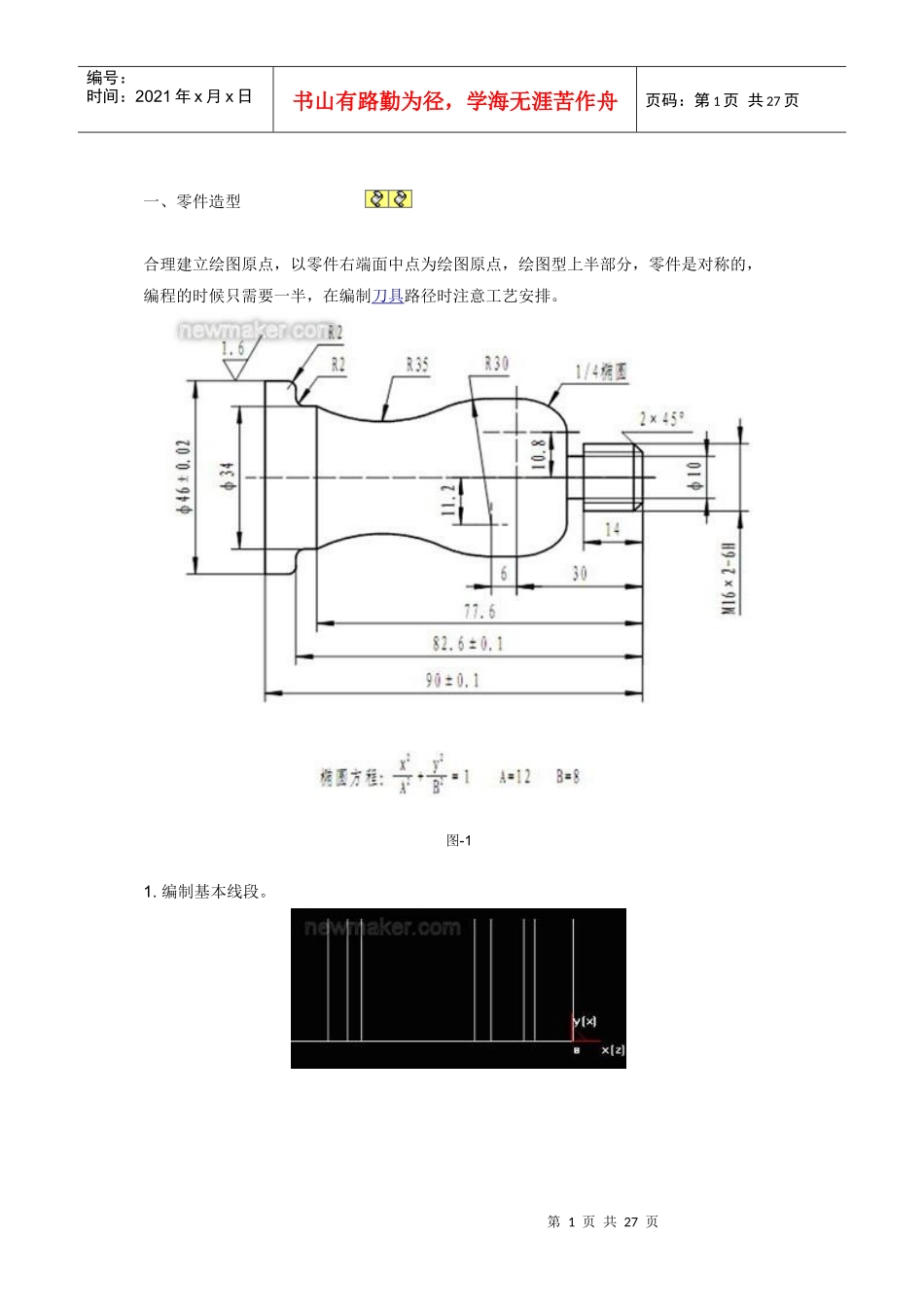
第1页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共27页一、零件造型合理建立绘图原点,以零件右端面中点为绘图原点,绘图型上半部分,零件是对称的,编程的时候只需要一半,在编制刀具路径时注意工艺安排
编制基本线段
第2页共27页第1页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共27页2
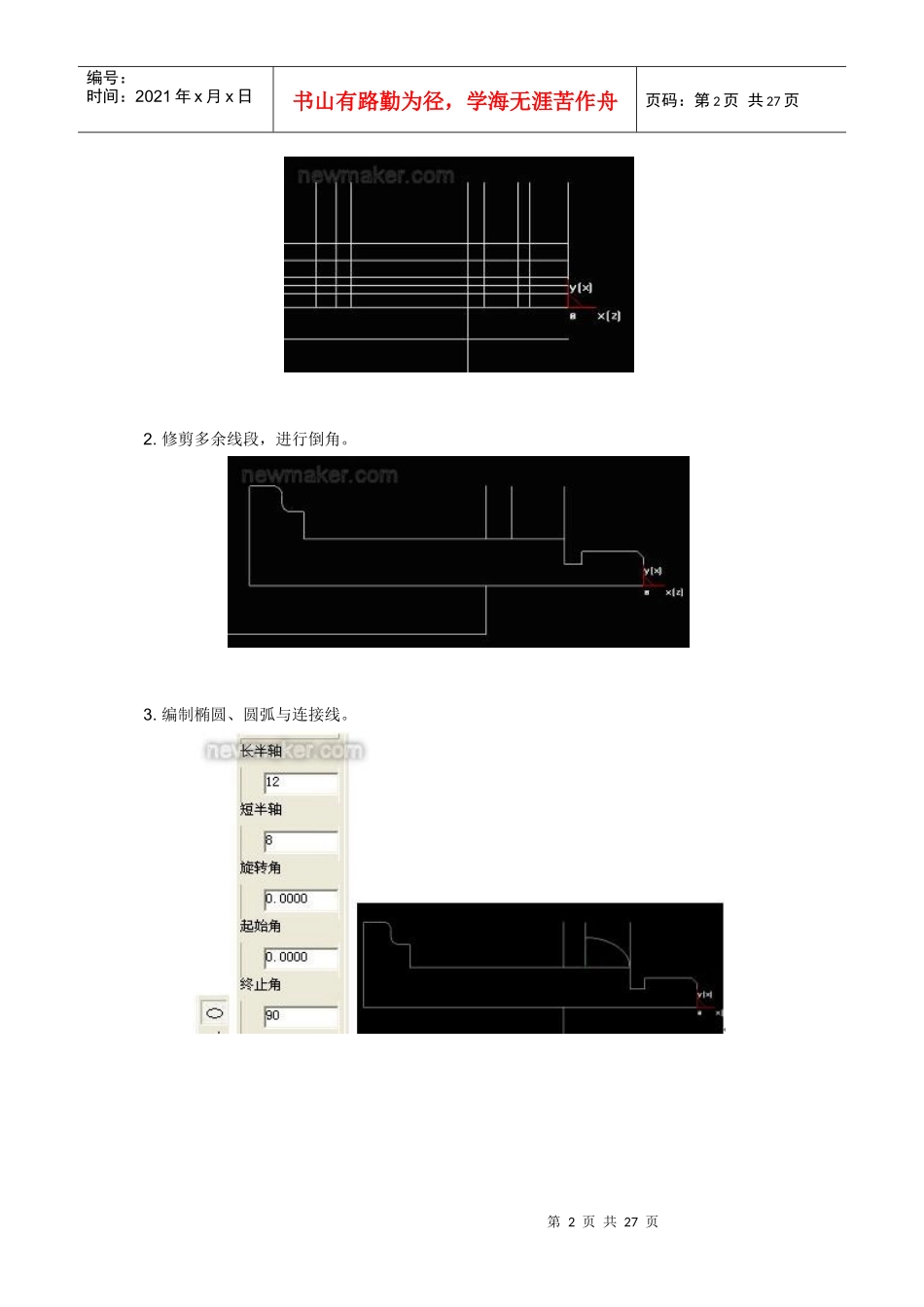
修剪多余线段,进行倒角
编制椭圆、圆弧与连接线
第3页共27页第2页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共27页第4页共27页第3页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共27页4
修剪多余线条
第5页共27页第4页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共27页二、加工前的准备工作1
隐藏部分线条
第6页共27页第5页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共27页3
设置刀具库如图-2,图-3,图-4,图-5
图-2图-3第7页共27页第6页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共27页图-4图-5三、加工程序的编制1.粗加工程序的编制第8页共27页第7页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第8页共27页为保证零件公差要求,一般可采用粗车外轮廓,再切槽的方式进行粗加工;(1)外轮廓的粗加工编制1)加工à轮廓粗车,弹出的加工参数表,设置参数如图-6示:图-6粗车加工参数2)如图-7设置进退刀方式参数:第9页共27页第8页共27页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第9页共27页图-7进退刀方式参数设置3)调