塑胶产品测量作业指导书文件编号版本制修订日期批准审核作成第1页共18页文件密级机密级(内部公开)1
0目的:为使检测人员能正确的掌握测量方法,确保测量结果的准确性及稳定性,统一报告制作格式,为项目、模具工程﹑制造﹑品保部门及客户提供正确规范的检测报告
0范围:适用于本公司FAI测量,制程控制、来料、出货需用工显测量之产品
0定义:无4
1测量中心:按照测量原理及规定的测量方法进行标准化量测作业
2申请单位:送测量样品至测量室和详细填写申请单,并负责报告的签收
0作业内容:5
1测量注意事项:5
1测量室根据申请的内容核对是否正确,并确认产品外观及数量,根据工作量确认完成时间
2根据受控的图纸,确认产品是否和图面相符
3送检的产品应留一模,供测量室保存留样
2测量工具的选择:5
1如果客户有要求测量工具的,按客户报告格式中要求的测量工具测量,保证测量工具的一致性
2客户没有要求测量工具的按下面的要求:工显测量:孔心距的尺寸,扣位尺寸,不规则的内长宽,两测量点连线和基准面不平行的外形尺寸,来料的贴纸,背胶,钢片产品,印刷尺寸(如图四、五)
卡尺测量:外形长宽尺寸;电池仓内长宽;显示屏内长宽;摄像头装配位置;音量键、USB装配位置;按键孔的长宽尺寸等(如图一、二、三、六)
针规测量:听筒、USB的孔径尺寸,选用针规测量(如图五)
第2页共18页文件密级:机密级(内部公开)塑胶产品测量作业指导书图一图二图三图四图五图六电池仓的长宽,总长总宽用卡尺测量外形尺寸,内长宽,按键长宽用卡尺测量侧按键长宽尺寸用卡尺测量外形长度尺寸两测量点和基准不平行的用工显测量长宽,孔心距尺寸用工显测量听筒直径,用针规测量网卡类的长、宽、高用卡尺测量第3页共18页文件密级:机密级(内部公开)塑胶产品测量作业指导书5
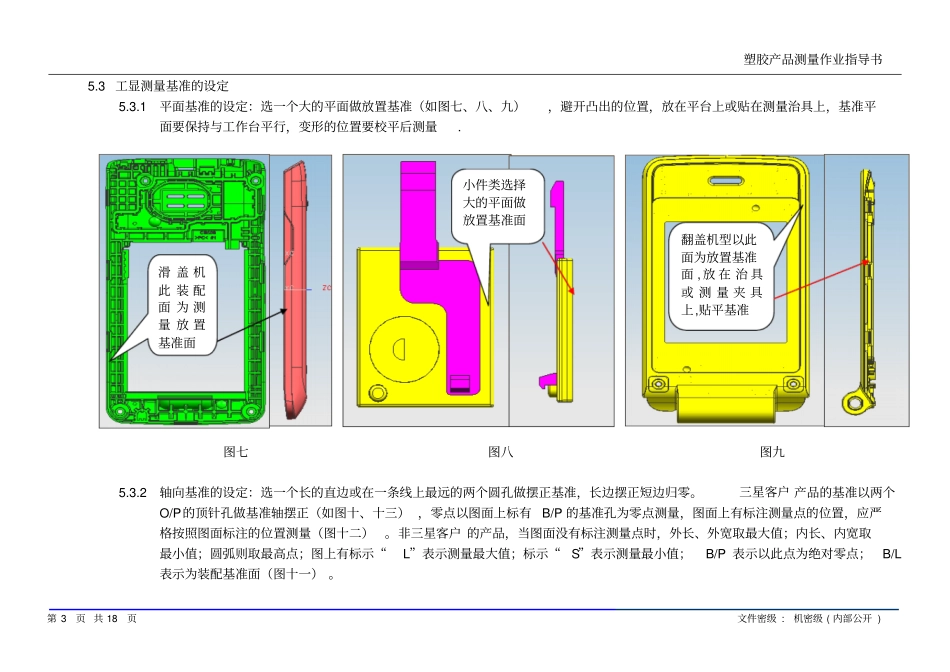
3工显测量基准的设定5