目录一.冲压工艺性分析及结论
2二.工艺方案的分析比较和确认
3三.模具类型与结构分析
3四.排样图设计及材料利用率计算
3五.冲压力的计算与压力中心的确定
4六.凸、凹模工作部分尺寸与公差的确定
5七.模具主要零件材料的选取、技术要求及强度校核
8八.冲压设备的选择及校核
9九.弹性元件的选择计算
10十.紧固件
10十一.其他需要说明的问题
弯角冲压工艺卡片
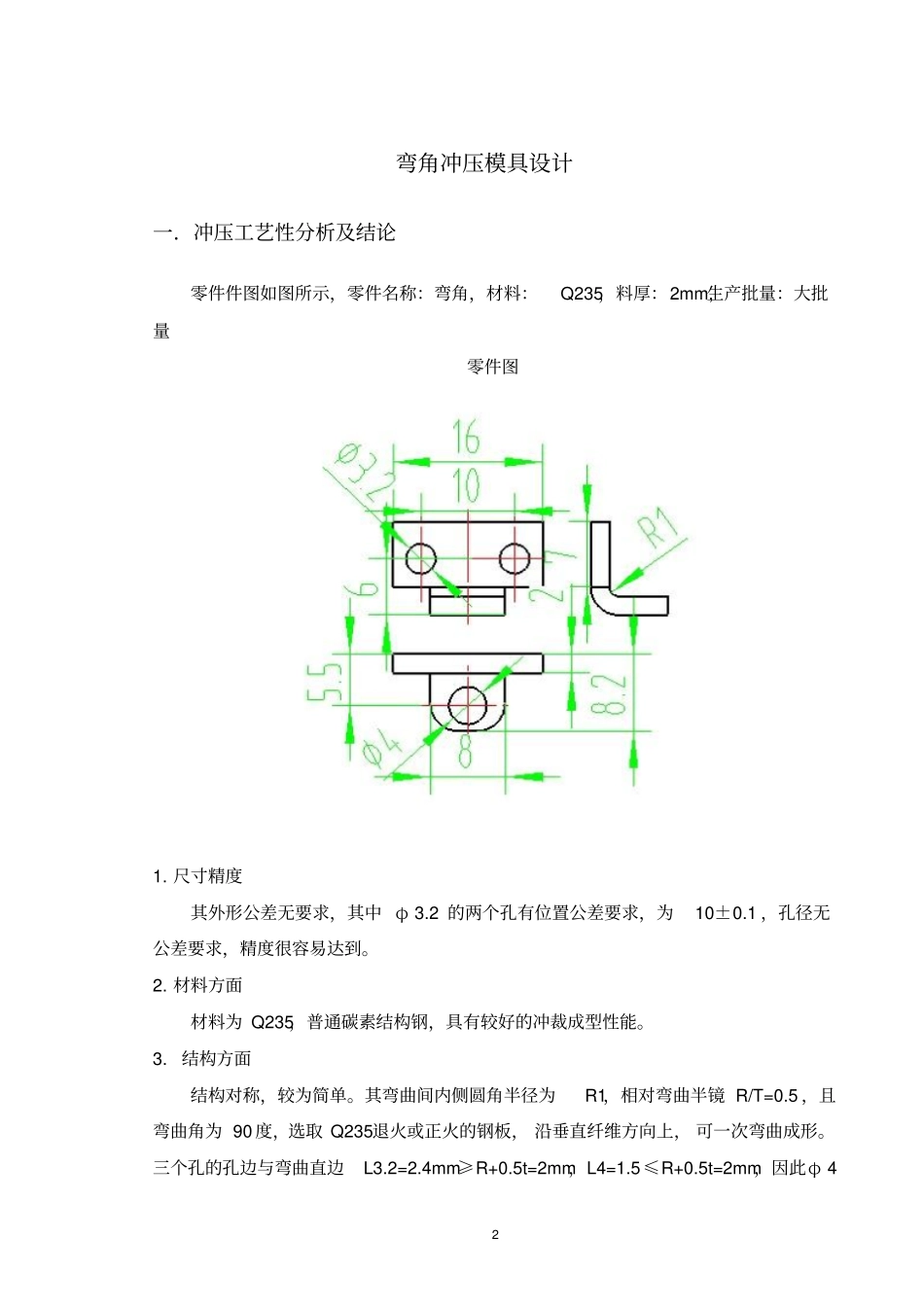
122弯角冲压模具设计一.冲压工艺性分析及结论零件件图如图所示,零件名称:弯角,材料:Q235,料厚:2mm,生产批量:大批量零件图1
尺寸精度其外形公差无要求,其中φ3
2的两个孔有位置公差要求,为10±0
1,孔径无公差要求,精度很容易达到
材料方面材料为Q235,普通碳素结构钢,具有较好的冲裁成型性能
结构方面结构对称,较为简单
其弯曲间内侧圆角半径为R1,相对弯曲半镜R/T=0
5,且弯曲角为90度,选取Q235退火或正火的钢板,沿垂直纤维方向上,可一次弯曲成形
三个孔的孔边与弯曲直边L3
4mm≥R+0
5t=2mm,L4=1
5t=2mm,因此φ43孔