110^、\\•^Ylj)8**YI02ti
浇注温度浇注温度是指金属液浇注人压室的温度•生产中是通过控制保温炉中合金液的温度来实现控制浇注温度
(i)铝合金对于不同形状、结构的铸件,浇注温度可控制在630-730C;对薄壁复杂件,可采用较高温度,以提高金属液的流动性,获得良好的成型;对厚壁结构件,可采用较低温度,以减少凝固收缩
浇注温度过高,铝水中吸气量会增加•使铸件厚壁处易产生针孔、缩孔、表面起泡;同时对模具腐蚀加快,使模具过早老化、龟裂
浇注温度过低,流动性差,易产生冷隔、流纹、浇注不足等缺陷;温度过低铝液易产生成分偏差,使铸件中存在硬质点,造成后加工困难
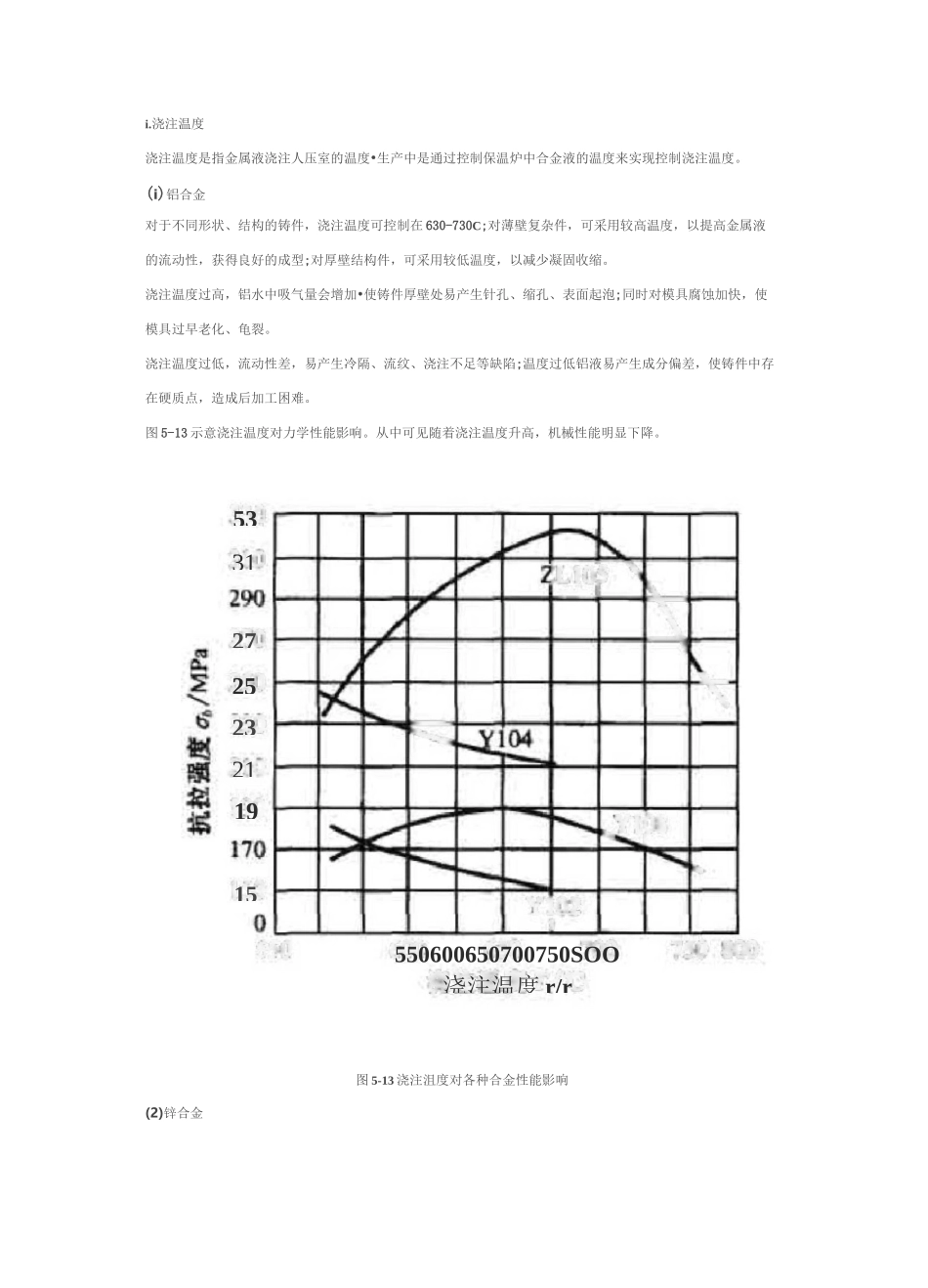
图5-13示意浇注温度对力学性能影响
从中可见随着浇注温度升高,机械性能明显下降
图5-13浇注沮度对各种合金性能影响(2)锌合金53312523211915550600650700750SOO浇注温度r/r2730四区:铸造不采用区域三区’菁造稳定区域二区書•♦造不玖定区域一区;全部舍弃区城锌合金采用热室机压铸,压铸机保温炉增锅内金属液温度为415-430C,薄壁件、复杂件压铸温度可取上限;厚壁件、简单件可取下限
进人鹅颈壶的金属液温度与增拐内的温度基本一致,通过控制坩埚金属液温度来控制压铸温度
温度过高的害处:1)铝、镁元素烧损
2)金属氧化速度加快,烧损量增加,锌渣增加
3)热膨胀作用会发生卡死锤头故障
4)铸铁柑涡中铁元素熔人合金液更多,高温下铝与铁反应咖快,会形成铁一铝金属间化合物的硬颖粒,使锤头,鹅颈壶过度磨损
5)燃料消耗相应增加
温度过低:合金液流动性差,不利于成型,影响压铸件表面质量
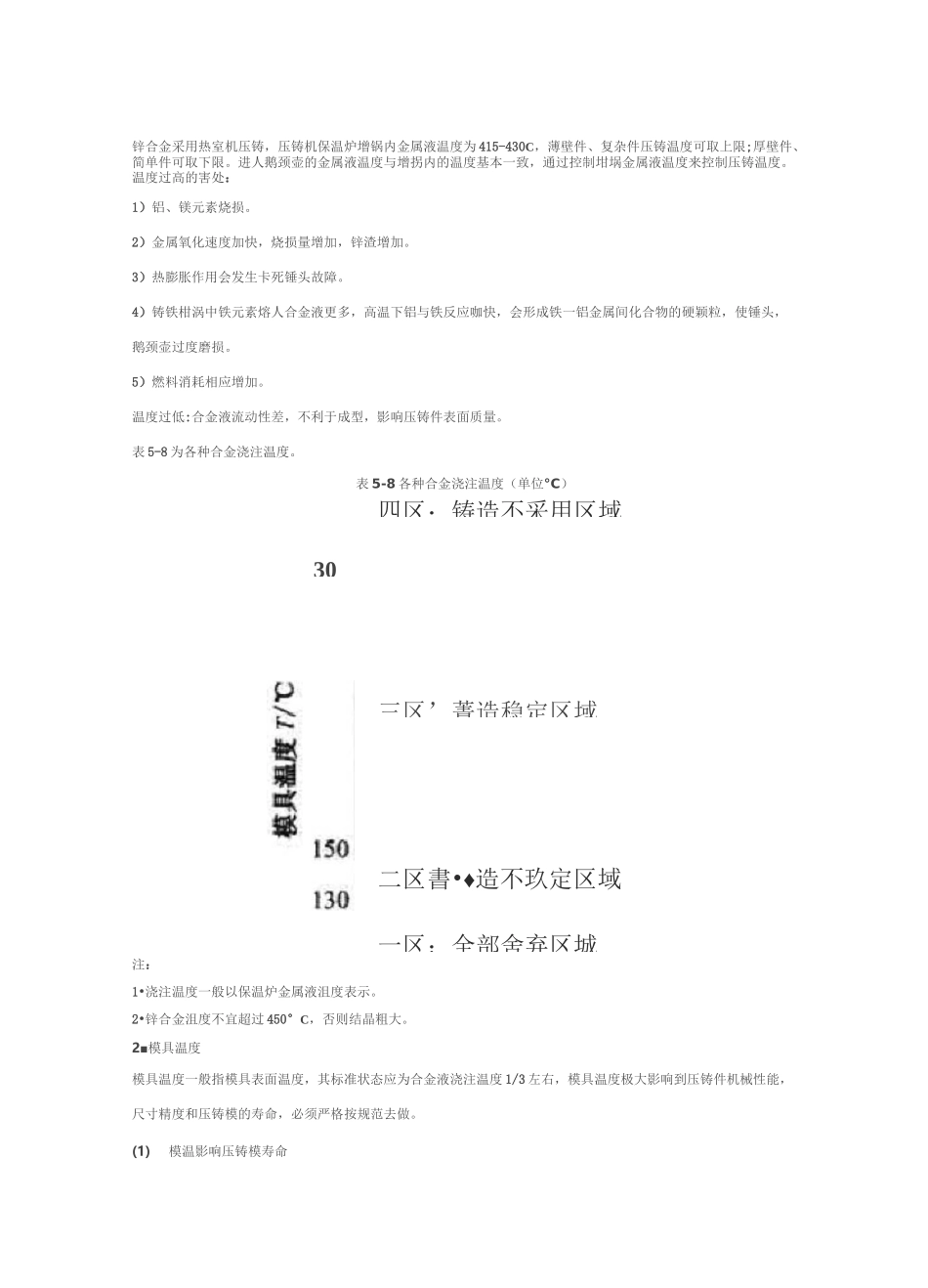
表5-8为各种合金浇注温度
表5-8各种合金浇注温度(单位°C)注:1•浇注温度一般以保温炉金属液沮度表示
2•锌合金沮度不宜超过450°C,否则结晶粗大
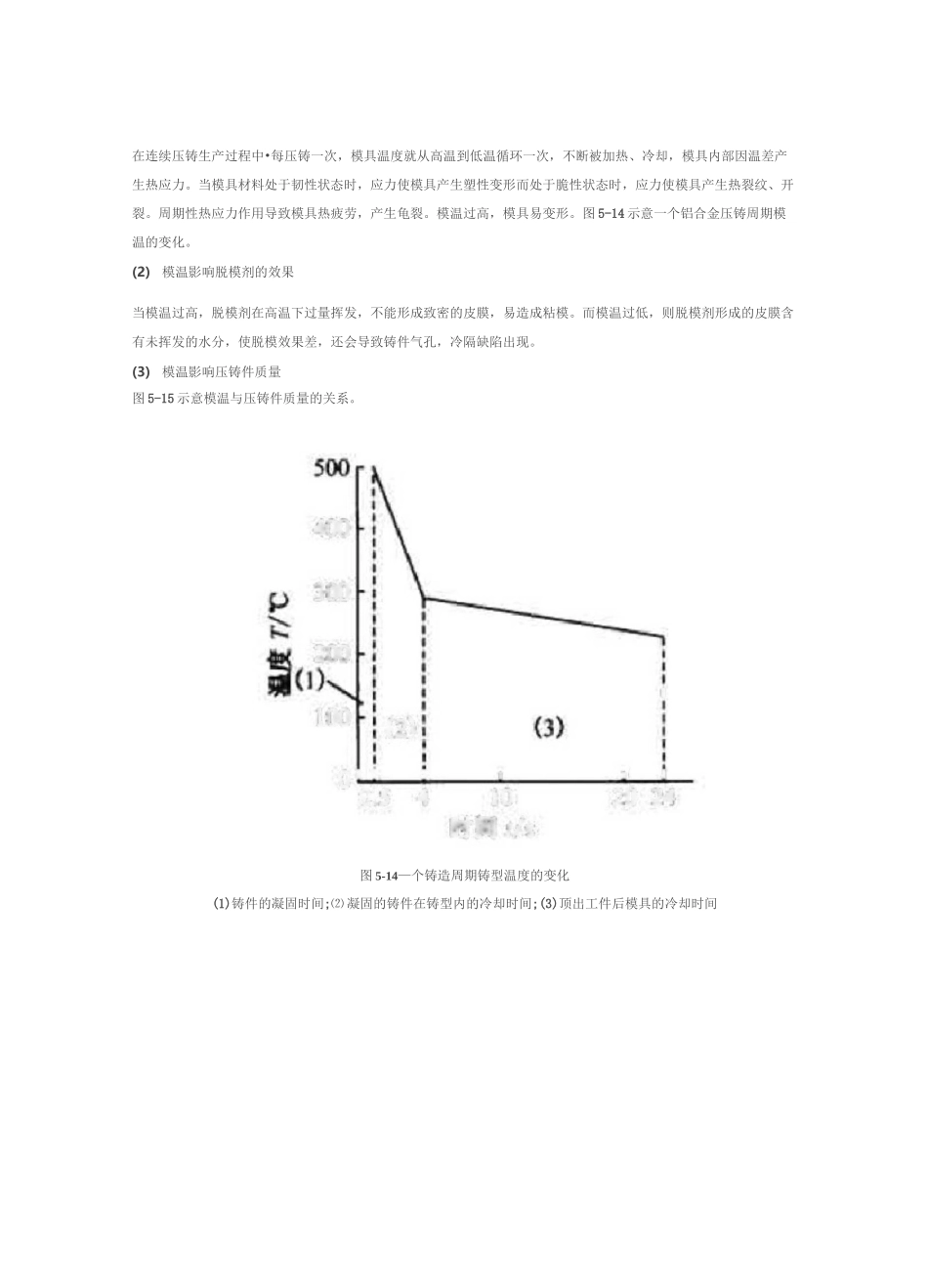
2■模具温度模具温度一般指模具表面温度,其标准状态应为合金液