(一)通风排烟系统施工1、风管材质要求:送回风管及排风管均采用镀锌钢板制作,其制作、配件、钢板厚度和允许漏风量等要求均应符合规范的规定
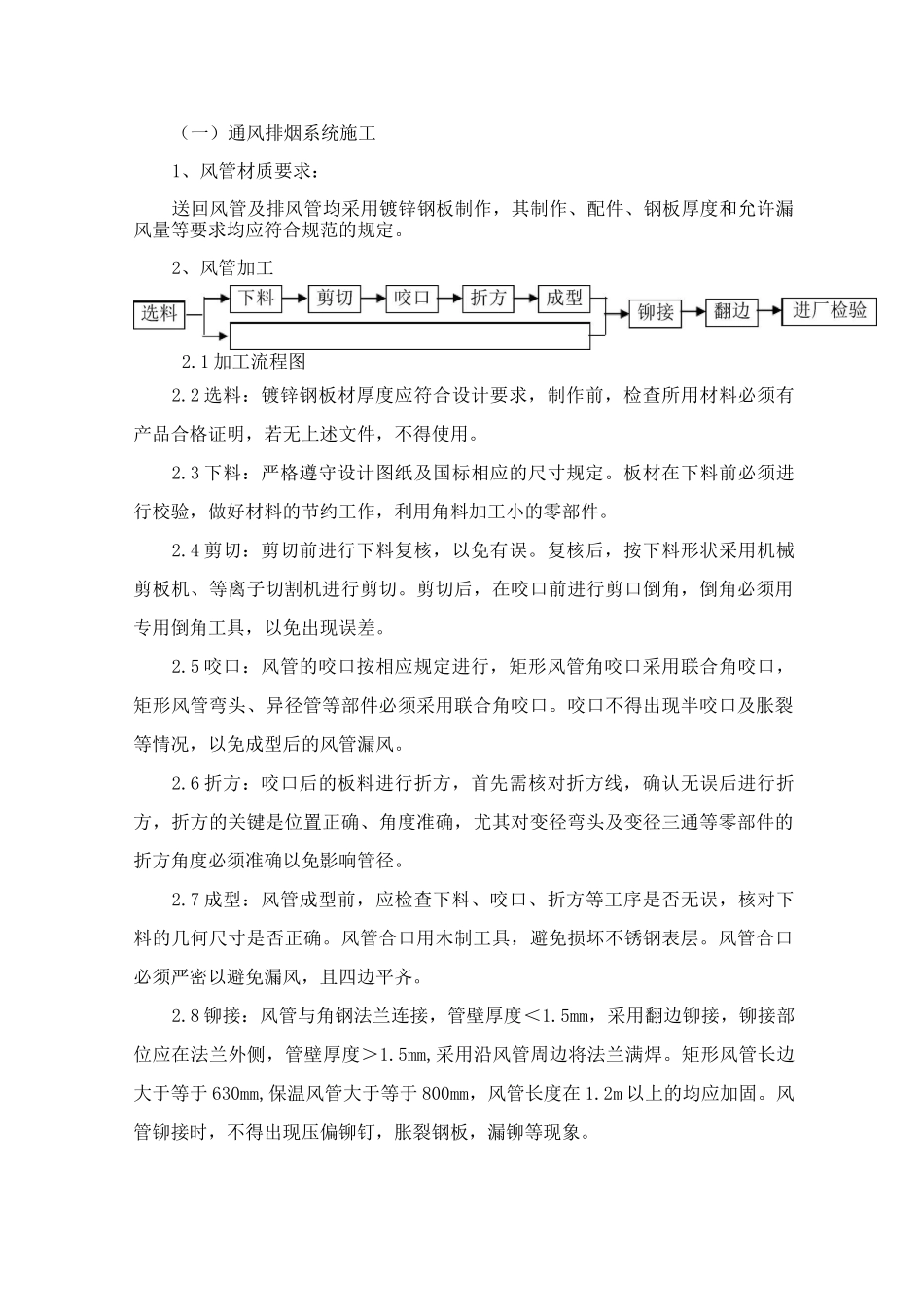
2、风管加工2
1加工流程图2
2选料:镀锌钢板材厚度应符合设计要求,制作前,检查所用材料必须有产品合格证明,若无上述文件,不得使用
3下料:严格遵守设计图纸及国标相应的尺寸规定
板材在下料前必须进行校验,做好材料的节约工作,利用角料加工小的零部件
4剪切:剪切前进行下料复核,以免有误
复核后,按下料形状采用机械剪板机、等离子切割机进行剪切
剪切后,在咬口前进行剪口倒角,倒角必须用专用倒角工具,以免出现误差
5咬口:风管的咬口按相应规定进行,矩形风管角咬口采用联合角咬口,矩形风管弯头、异径管等部件必须采用联合角咬口
咬口不得出现半咬口及胀裂等情况,以免成型后的风管漏风
6折方:咬口后的板料进行折方,首先需核对折方线,确认无误后进行折方,折方的关键是位置正确、角度准确,尤其对变径弯头及变径三通等零部件的折方角度必须准确以免影响管径
7成型:风管成型前,应检查下料、咬口、折方等工序是否无误,核对下料的几何尺寸是否正确
风管合口用木制工具,避免损坏不锈钢表层
风管合口必须严密以避免漏风,且四边平齐
8铆接:风管与角钢法兰连接,管壁厚度<1
5mm,采用翻边铆接,铆接部位应在法兰外侧,管壁厚度>1
5mm,采用沿风管周边将法兰满焊
矩形风管长边大于等于630mm,保温风管大于等于800mm,风管长度在1
2m以上的均应加固
风管铆接时,不得出现压偏铆钉,胀裂钢板,漏铆等现象
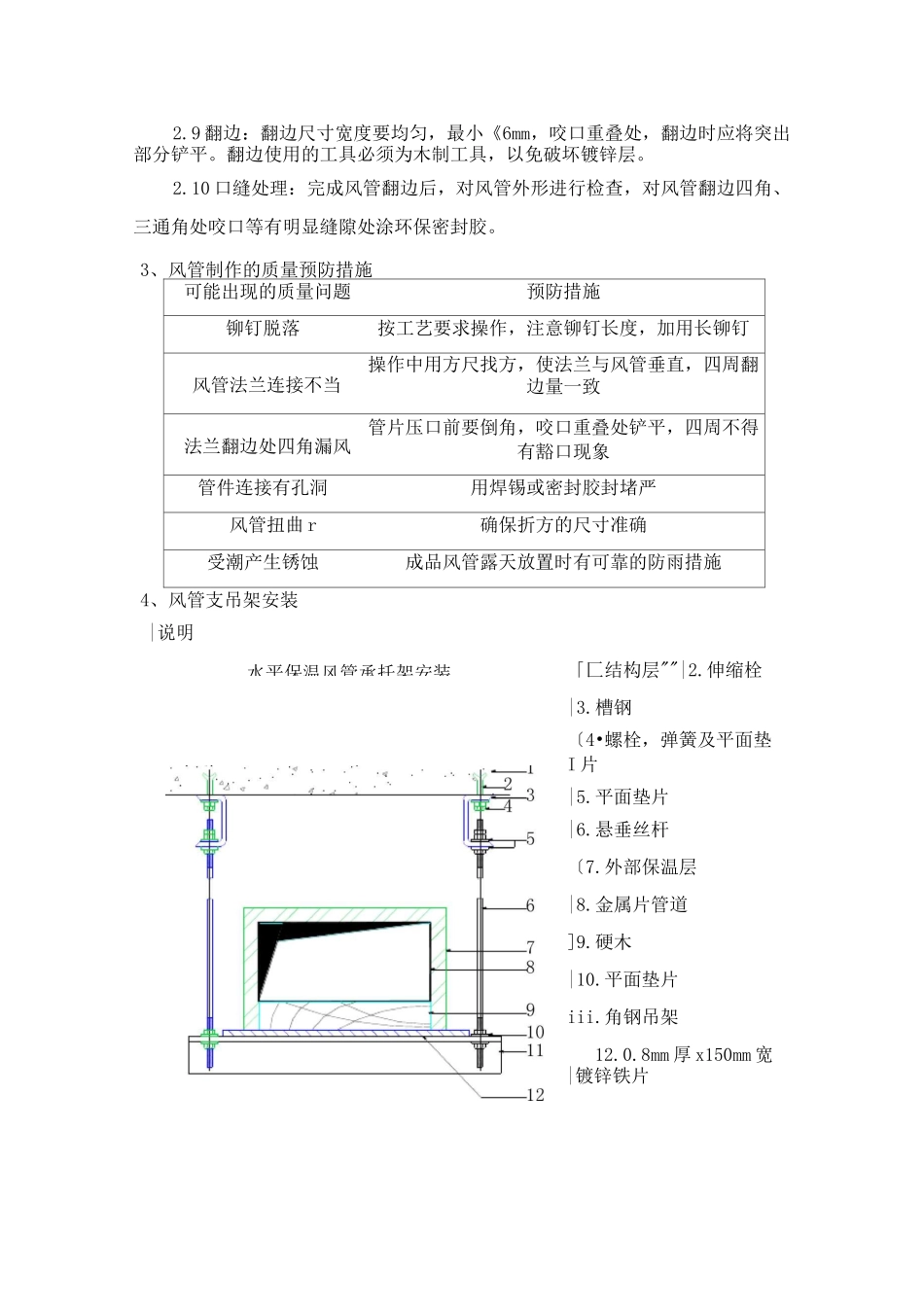
水平保温风管承托架安装2
9翻边:翻边尺寸宽度要均匀,最小《6mm,咬口重叠处,翻边时应将突出部分铲平
翻边使用的工具必须为木制工具,以免破坏镀锌层
10口缝处理:完成风管翻边后,对风管外形进行检查,对风管翻边四角、三通角处咬口等有明显缝隙处涂环保密