图示连接板冲裁零件,材料为10钢,厚度为2mm,该零件年产量20万件,试确定该零件的冲压工艺方案,并设计模具
冲压工艺性分析及工艺方案确定(1)冲压工艺性分析该零件的材料为10钢,冲压性能好,形状简单
零件图上所有为标注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差
孔中心距40mm的公差为0
3,属于12级精度
所以普通冲裁就可以达到零件的精度要求
(2)冲压工艺方案该零件的成形包括落料和冲孔两个基本工序,由于该零件的生产批量大,形状简单,所以该零件宜采用复合成形方式加工
排样设计根据该零件毛坯的形状特点,可确定采用直列单排的排样模式
查表课的条料边缘的搭边和工作间的搭边分别为2mm和1
从而可计算出条料宽度和送进步距分别为64mm和21
确定后可得排样图如图所示:材料利用率为:3
工作零件刃口尺寸计算根据零件形状特点,刃口尺寸采用分开制造法计算
查表得凸、凹模最小间隙Zmin=0
15mm,最大间隙Zmax=0
(1)落料件尺寸的基本计算公式为对于Ф20,Δ=0
52,Χ=0
5,凸模制造公差δA=0
020mm,凹模制造公差δT=0
025mm,将以上各值代入δA+δT≤Zmin+Zmax校验是否成立
求出DA和DT
对于14mm,Δ=0
43,Χ=0
5,凸模制造公差δA=0
020mm,凹模制造公差δT=0
020mm,将以上各值代入δA+δT≤Zmin+Zmax校验是否成立
求出DA和DT
(2)冲孔基本公式为对于Ф8
36,Χ=0
5,凸模制造公差δA=0
020mm,凹模制造公差δT=0
020mm,将以上各值代入δA+δT≤Zmin+Zmax校验是否成立
求出DA和DT
(3)中心距基本公式为LT=L+4
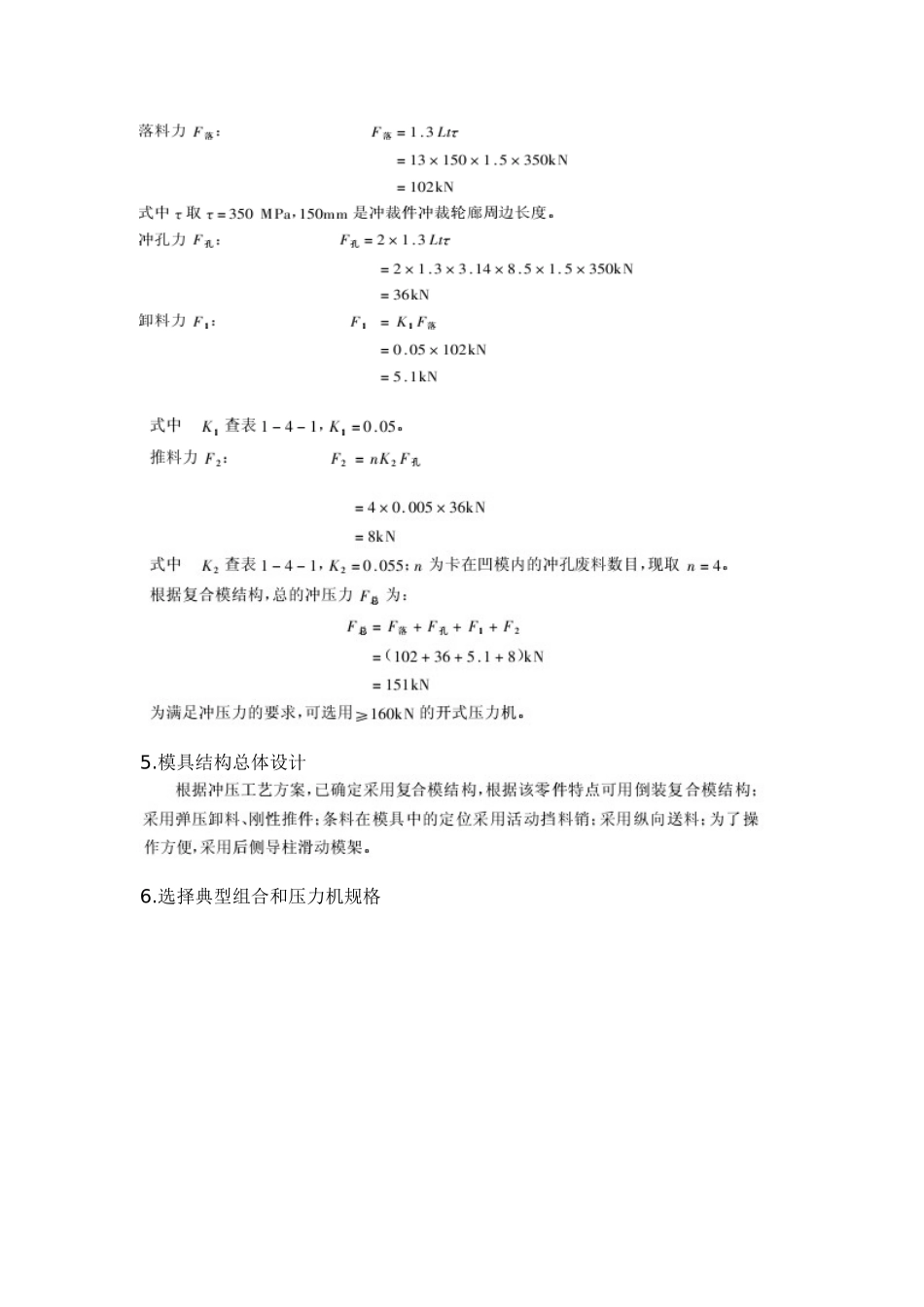
确定压力中心,计算冲压力,选择压力机该零件为对称形状制件,压力中心位于制件轮廓图形的几何中心上