四、简答题:▲为什么说对刀具耐用度的影响,υ为最大、f其次、p最小
υ↑--P↑---切削热↑----温度T急剧↑f↑--F↑---刀头散热面积不变-----温度T↑ap--F↑(成倍)--刀头散热面积↑(成倍)--温度T基本不变▲试述粗加工与精加工时如何选择切削用量
选择原则是什么
切削深度的选择:粗加工时尽可能一次去除加工余量精加工时应一次切除精加工工序余量进给量的选择:粗加工时的进给量应根据机床系统的强度和刀具强度选择精加工时,一般切削深度不大,切削力较小切削速度的选择:粗加工时切削速度受机床功率限制;而精加工时,主要受刀具耐用度的限制选择原则:首先选取尽可能大的被吃刀量;其次根据机床动力和刚性限制条件或加工表面粗糙度的要求,选取尽可能大的进给量;最后利用切削用量手册选取或者用公式计算确定切削速度
▲为什么加工塑性材料时,应尽可能采用大的前角
若前角选得过大又会带来什么问题,如何解决这个矛盾
γo↑→变形程度↓→切削力F↓→切削温度θ↓→刀具耐用度T↑,质量↑(2分)同时:γo↑→刀刃和刀头强度↓,散热面积容热体积↓断屑困难
(2分)应根据不同切削条件,选择合理前角▲简述刀具材料应具备的基本性能
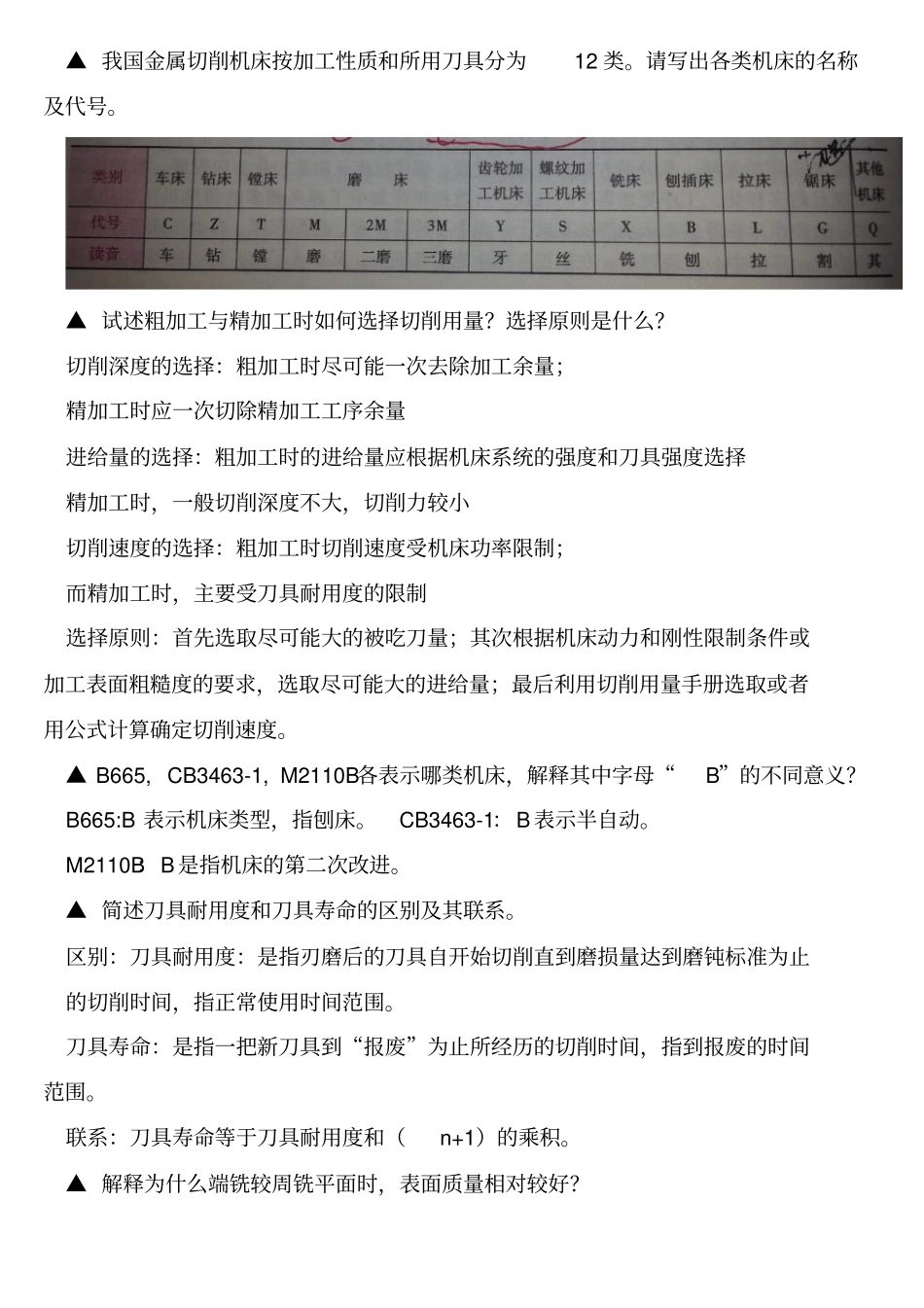
高硬度;高耐磨性;高温硬度(红硬性);足够的强度与韧性;工艺性▲我国金属切削机床按加工性质和所用刀具分为12类
请写出各类机床的名称及代号
▲试述粗加工与精加工时如何选择切削用量
选择原则是什么
切削深度的选择:粗加工时尽可能一次去除加工余量;精加工时应一次切除精加工工序余量进给量的选择:粗加工时的进给量应根据机床系统的强度和刀具强度选择精加工时,一般切削深度不大,切削力较小切削速度的选择:粗加工时切削速度受机床功率限制;而精加工时,主要受刀具耐用度的限制选择原则:首先选取尽可能大的被吃刀量;其次根据机床动力和刚性限制条件或加工表面粗糙度的要求,选取尽可能大的进给量;最后利用