实用标准文案一、施工方案及工艺流程1、主要施工方案1、主要施工方案本合同段的各种直径全部采用长线法在台座胎具上统一制作
钢筋笼分3~6节加工制作,基本节长9m,最后一节为调整节
钢筋笼主筋连接接头采用滚轧直螺纹钢筋连接接头,主筋与箍筋连接宜点焊
钢筋笼制作成型后分节倒运至桩孔旁,吊机吊装入孔,在孔口进行对接,直至全部安装完毕
孔口采用定位型钢与桩基钢筋笼四根加长主筋焊接精确定位
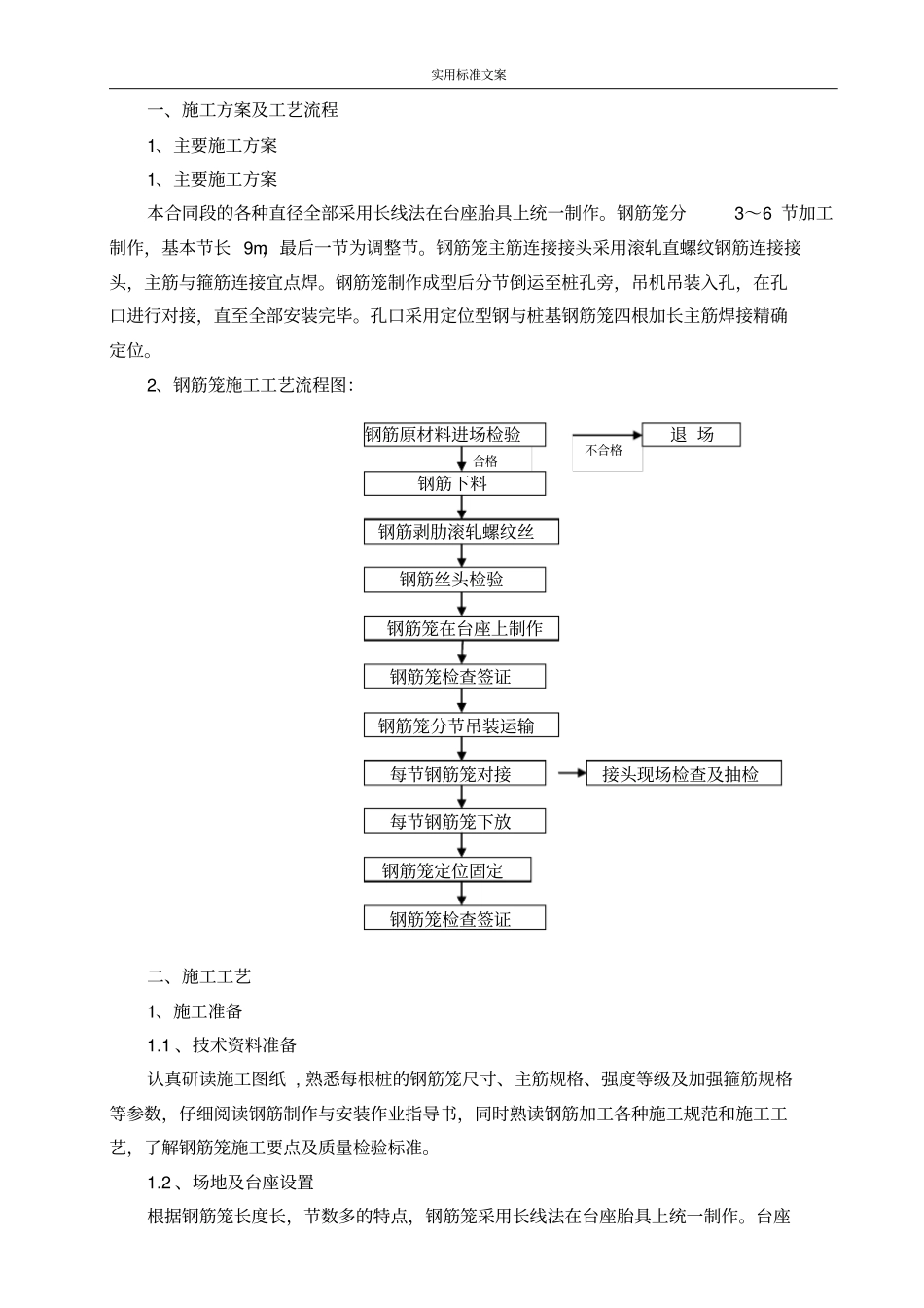
2、钢筋笼施工工艺流程图:二、施工工艺1、施工准备1
1、技术资料准备认真研读施工图纸,熟悉每根桩的钢筋笼尺寸、主筋规格、强度等级及加强箍筋规格等参数,仔细阅读钢筋制作与安装作业指导书,同时熟读钢筋加工各种施工规范和施工工艺,了解钢筋笼施工要点及质量检验标准
2、场地及台座设置根据钢筋笼长度长,节数多的特点,钢筋笼采用长线法在台座胎具上统一制作
台座不合格合格钢筋原材料进场检验钢筋下料钢筋剥肋滚轧螺纹丝钢筋笼在台座上制作钢筋笼分节吊装运输每节钢筋笼对接钢筋笼检查签证钢筋丝头检验钢筋笼检查签证接头现场检查及抽检退场每节钢筋笼下放钢筋笼定位固定精彩文档胎具设计为:设置4组钢筋笼台座胎具,在每组台座胎具上根据施工进度要求调整安装钢筋笼主筋的定位模具
定位模具是根据钢筋笼的主筋规格、数量进行设计制作的,其中两根一束布置是,钢筋之间预留10mm空隙
对场地及台座情况进行记录,为保证钢筋笼的线型质量,对胎具标高应定期进行检查,发现有下沉及变形情况,及时纠正调整
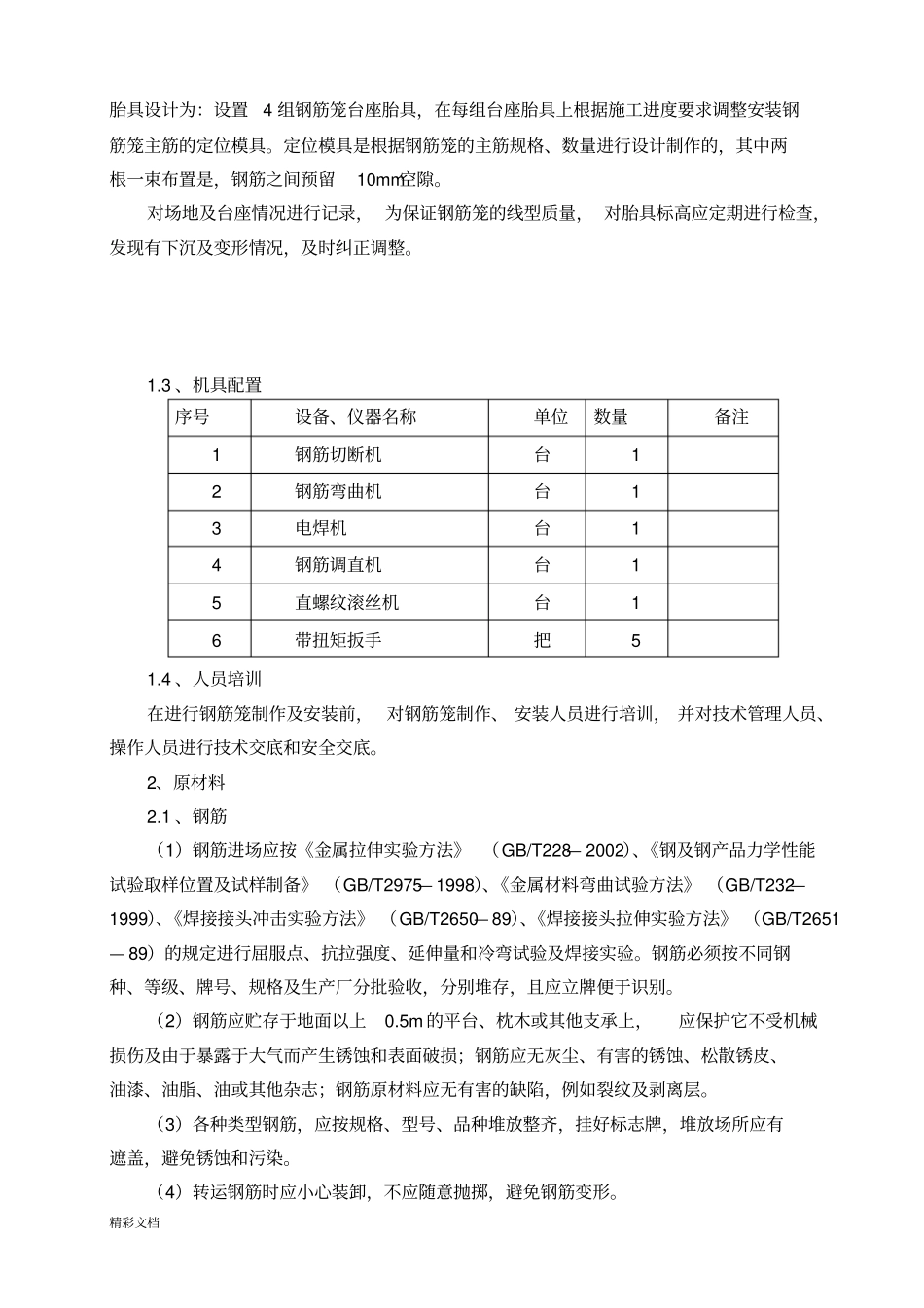
3、机具配置序号设备、仪器名称单位数量备注1钢筋切断机台12钢筋弯曲机台13电焊机台14钢筋调直机台15直螺纹滚丝机台16带扭矩扳手把51
4、人员培训在进行钢筋笼制作及安装前,对钢筋笼制作、安装人员进行培训,并对技术管理人员、操作人员进行技术交底和安全交底
2、原材料2
1、钢筋(1)钢筋进场应按《金属拉伸实验方法》(GB/T228—2002)