电气控制系统安装7
1系统组成与适用范围7
1UN5-150ZB移动式钢轨闪光焊轨车控制系统由电源柜与控制柜组成
2系统布局:为了满足移动式焊接需要,系统设计紧凑
为了提高控制柜在工业现场的抗干扰能力,设计时将焊接动力电源设计在控制柜的左侧,将控制部分设计在控制柜的右侧,中间用金属板隔离
3适用范围:本控制系统适合于50Kg/m、60Kg/m、75Kg/m各种材料钢轨闪光焊
4特点:在主电路上采用两组双向晶闸管作为调压稳压电力电子器件,具有体积小,噪音低以及高低压分别调节等优点;采用双CPU进行控制:主CPU完成对从CPU中有关参数的修改和控制,同时采集焊接过程中的有关参数,并根据适合于钢轨闪光焊的质量的判断准则完成钢轨质量评定,从CPU检测焊接电流、焊接电压、闪光量等参数并根据焊接过程对其进行控制;采用比例换向阀控制焊机送进与后退实现焊接电流的恒值控制,具有响应速度快,抗干扰能力强的特点;对焊接电流、焊接电压、闪光量、顶锻量、油压等参数,计算机自动数据检测,自动进行焊接接头质量评定,且可根据需要打印报表
2系统主要工作原理及构成7
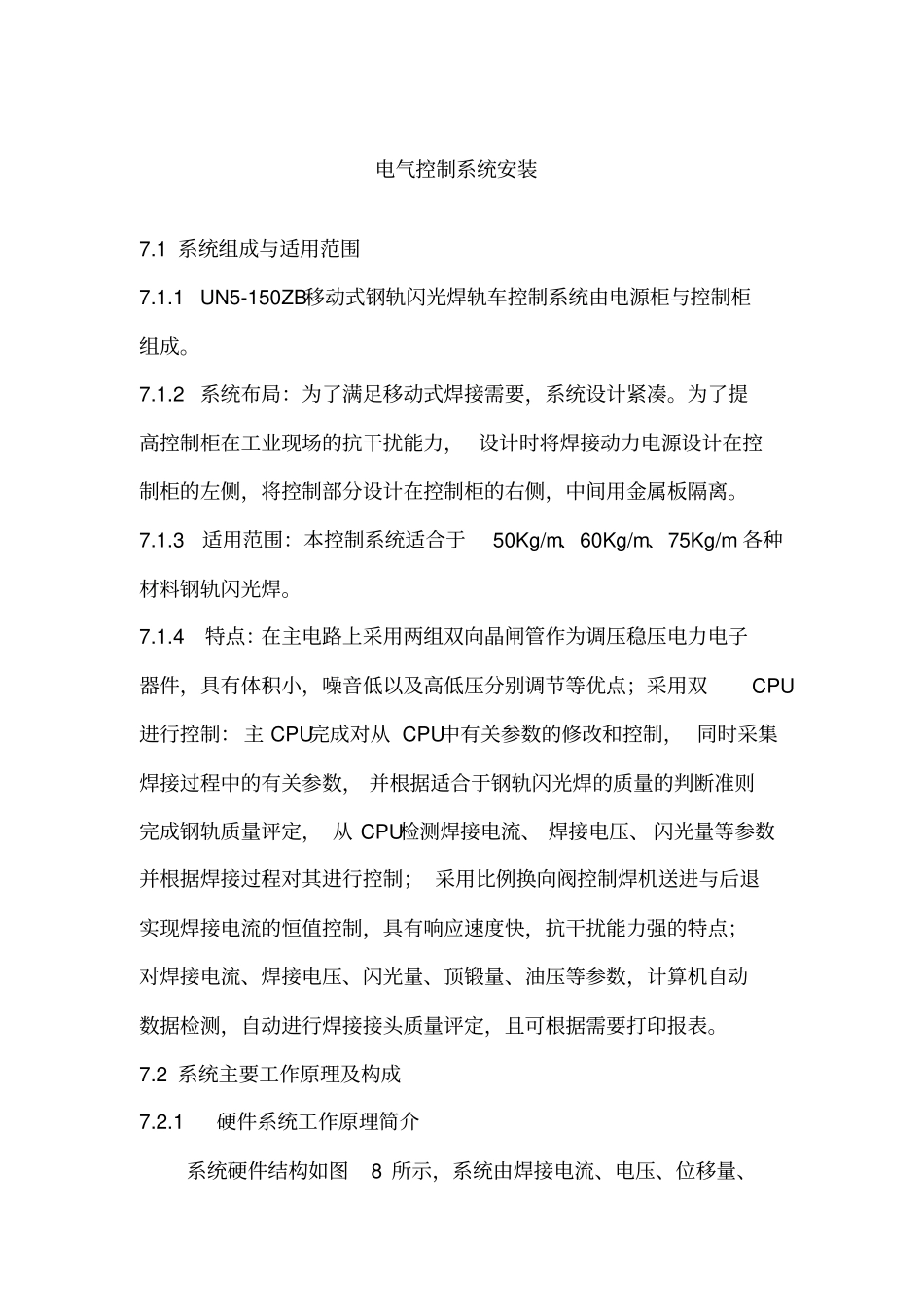
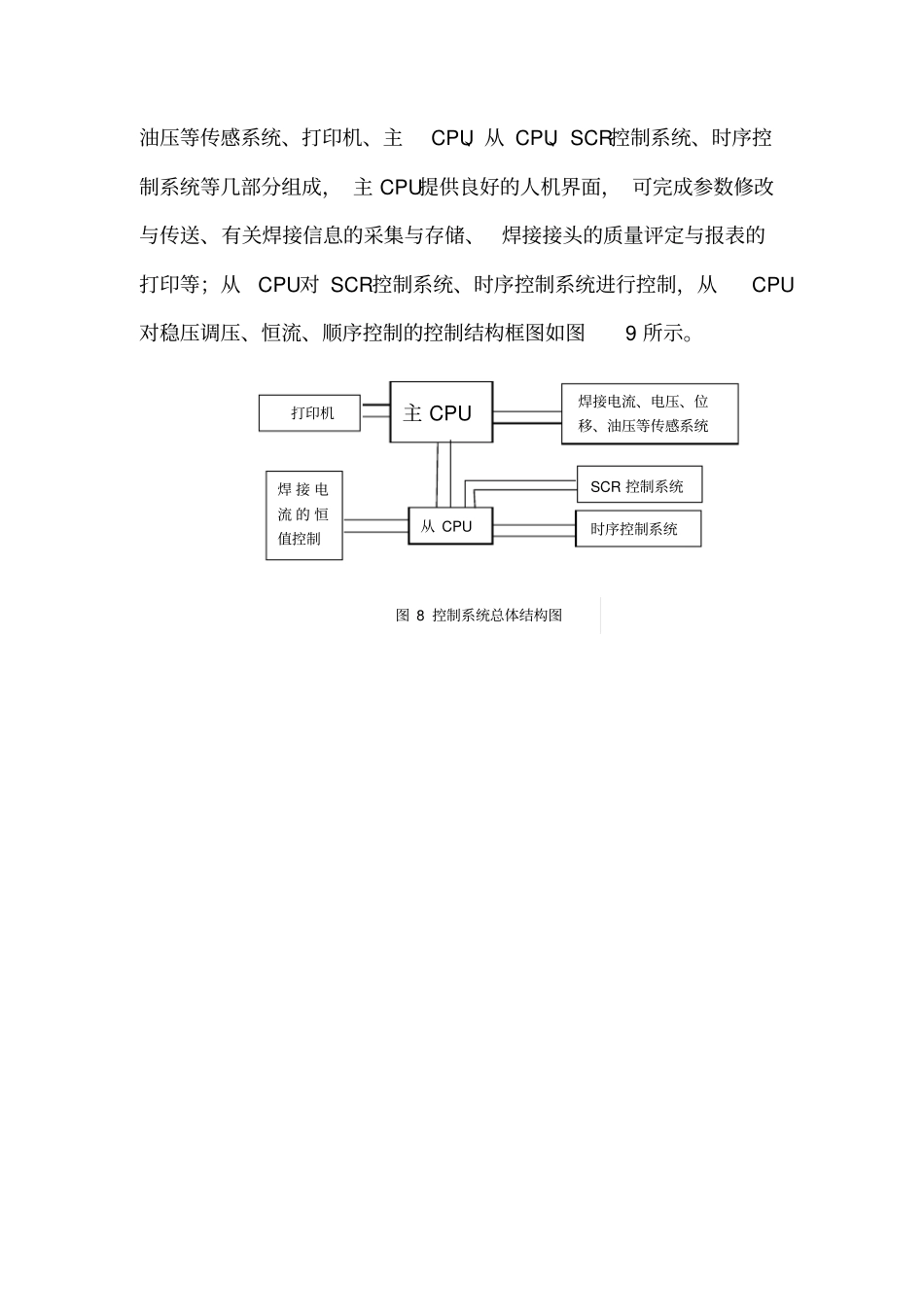
1硬件系统工作原理简介系统硬件结构如图8所示,系统由焊接电流、电压、位移量、油压等传感系统、打印机、主CPU、从CPU、SCR控制系统、时序控制系统等几部分组成,主CPU提供良好的人机界面,可完成参数修改与传送、有关焊接信息的采集与存储、焊接接头的质量评定与报表的打印等;从CPU对SCR控制系统、时序控制系统进行控制,从CPU对稳压调压、恒流、顺序控制的控制结构框图如图9所示
图8控制系统总体结构图主CPU从CPUSCR控制系统打印机时序控制系统焊接电流、电压、位移、油压等传感系统焊接电流的恒值控制7
2软件系统工作原理简介利用VB6
0在Windows2000环境下开发了质量监控系统软件