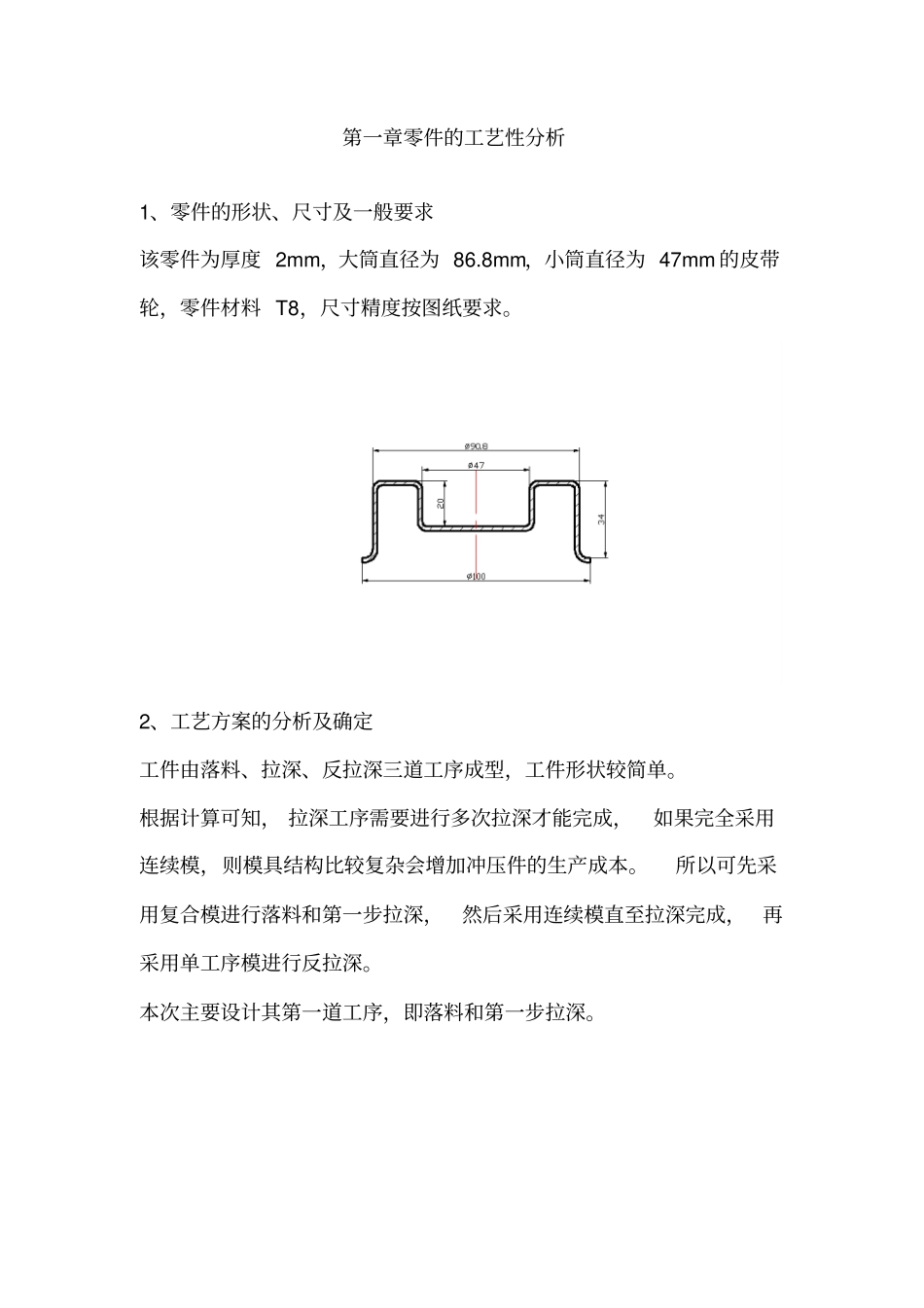
第一章零件的工艺性分析1、零件的形状、尺寸及一般要求该零件为厚度2mm,大筒直径为86
8mm,小筒直径为47mm的皮带轮,零件材料T8,尺寸精度按图纸要求
2、工艺方案的分析及确定工件由落料、拉深、反拉深三道工序成型,工件形状较简单
根据计算可知,拉深工序需要进行多次拉深才能完成,如果完全采用连续模,则模具结构比较复杂会增加冲压件的生产成本
所以可先采用复合模进行落料和第一步拉深,然后采用连续模直至拉深完成,再采用单工序模进行反拉深
本次主要设计其第一道工序,即落料和第一步拉深
第二章毛坯尺寸展开计算旋转体零件采用圆形毛坯,在不变薄拉深中,材料厚度虽有变化,但其平均值与毛坯原始厚度十分接近
因此,其直径按面积相等的原则计算,即毛坯面积与拉深件面积(加上修边余量)相等
由于这里不能上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一1、确定修边余量在拉深的过程中,常因材料机械性能的方向性、模具间隙不均、板厚变化、摩擦阻力不等及定位不准等影响,而使拉深件口部周边不齐,必须进行修边,故在计算毛坯尺寸时应按加上修边余量后的零件尺寸进行展开计算
修边余量的数值可查文献《实用模具技术手册》表5-7
由于工件凸缘的相对直径d凸/d=1
1013查表可得修边余量δ=3
2、毛坯尺寸计算根据工件的形状,可将其分成F1-F8这几个部分
则可计算出各部分的展开面积如下:F1=π/4[2π(4+t/2)(90
8-t)+4
56(4+t/2)2=π/4[2π×5×88
56×52]=222π2+28
5πF2=π(d-t)(h-r1-r2-t)=π(90
8-2)(34-4-2-2)=2308
8πF3=π/4[2π(2+t/2)(90