第1页/共11页机械结构设计规范编制审核批准发布日期第2页/共11页目次1常用标准件优选清单2常用外购件优选清单3钣金件设计规范4焊接件设计规范5铸件设计规范6机加件设计规范7公差设计规范8便于装配、维护及可靠性设计规范9外观设计/表面处理规范10技术要求规范11常用材料及图样标注12结构设计检查表机械结构设计规范S13
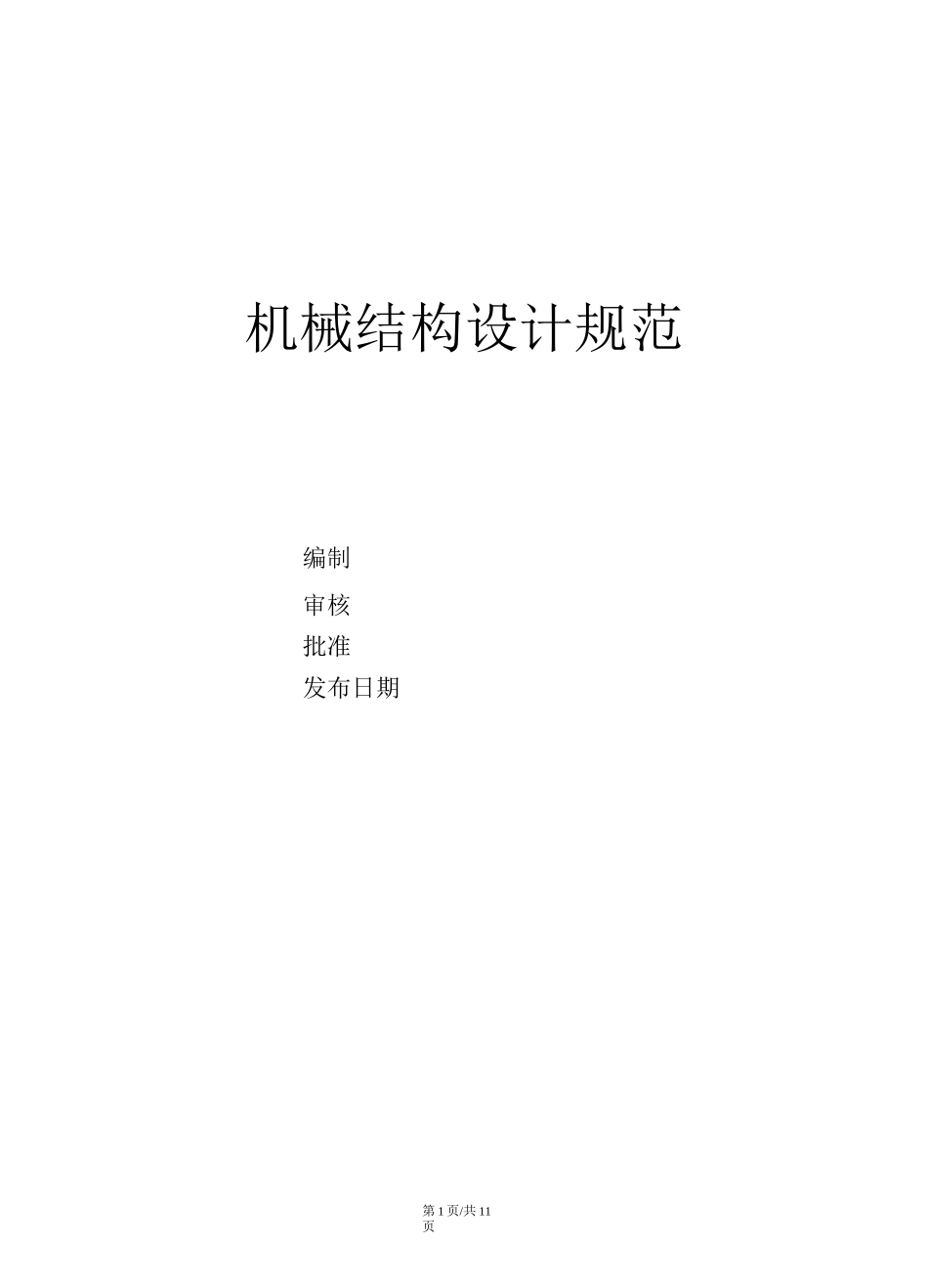
2弯曲棱边与槽孔棱边的距离应大于弯曲半径加2倍壁厚的距离,或者让槽孔横跨整个弯曲棱边
3复杂结构应组合制造
将复杂结构分拆成几件简单结构,再组焊在一起
两亍结构坤拼第3页/共11页谡谖设机械结构设计规范机械结构设计规范4焊接件设计规范图'4
1几何连续性原则4
3焊缝根部优先受压焊缝根部有裂纹,易产生缺口作用
焊缝根部承受拉载荷能力V承受压载荷能力
4最少的焊接应减少焊缝的数量,减小焊缝的长度
应避免在几何突变处设置焊缝
如果不能避免,则设定过渡结构
2避免焊缝重叠应避H闻轉阳皓构才m机械结构设计规范第6页/共11页机械结构设计规范第7页/共11页7
2最小公称尺寸准则构件尺寸在满足技术要求的条件下应越小越好;有较高配合精度要求的工作面的面积和配合距离宜小
3避免累积误差准则不应采取串联尺寸标注,非功能性的尺寸可降低尺寸精度等级
4采用弹性元件准则宜采用柔度大的弹性体消除导轨、螺纹、铰接、插接件等其间隙问题
8便于装配、维护及可靠性设计规范8
宜采用最少数量,最简单形状、加工装配工艺,最少工艺步骤,最普通材料,最简单工具,最简拆卸步骤等
2装拆时如果有易掉的细小物件,应有固定设计措施
3关重零部件在装配过程中,应先有支撑的部位再连接螺钉
4容易松动的位置宜加弹垫或螺纹胶等防松措施
5重要部位元器件应设置两个,互为备份
6重要部位元器件应