文件编号:Q/J3-2004-001一般金属结构件制作工艺守则编制:版次/修订:1/0审核:实施:2004年7月5日批准:第1页共5页1
适用范围:1
1本守则适用于一般金属结构件的制造
2若产品对制造要求有更高一级的标准,则执行上级标准
施工准备:2
1技术准备主管技术副总或总工程师、总工艺师组织有关工程技术人员对设计图和施工图进行审查,同时亦对图纸进行工艺审核
审查后做好技术交底工作
2人员设备准备金属结构车间、机加工车间要配有专门的技术人员,随时处理生产中出现的技术疑难问题,并作好记录
各工种人员要组织培训,合理利用本公司现有设备(见设备清单),优质高效的完成施工任务
3材料准备总工程师根据施工图纸材料表算出各种材质、规格的材料净用量,再加一定的损耗,编制材料预算计划
4编制工艺流程总工程师根据产品的结构、制造技术条件、生产纲领和生产条件等,编制制作工艺,用以指导生产
制作工艺:3
1放样、号料和切割3
1放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和锐平等加工余量
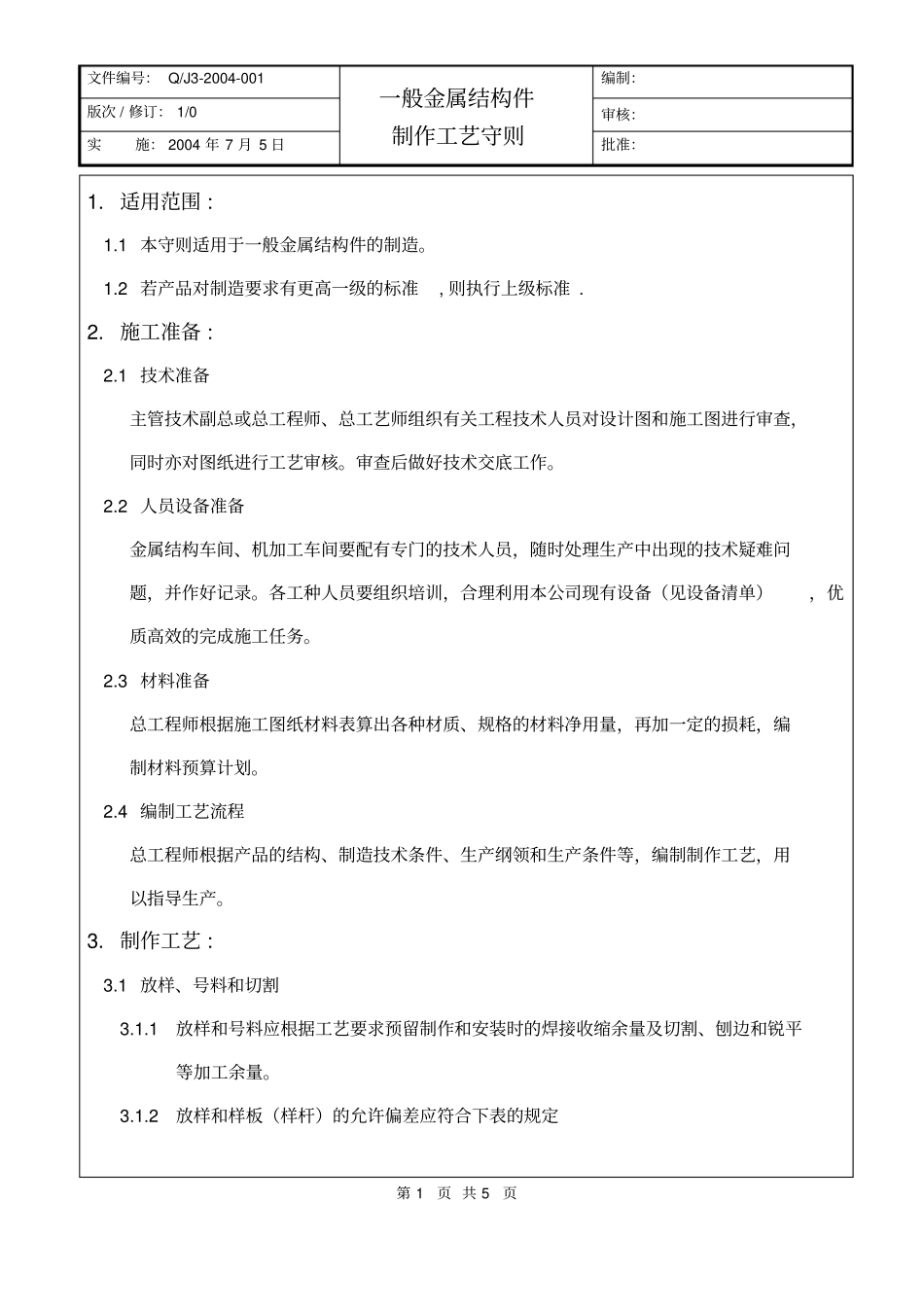
2放样和样板(样杆)的允许偏差应符合下表的规定第2页共5页项目允许偏差平行线距离和分段尺寸±0
5mm对角线差1
0mm宽度、长度±0
5mm孔距±0
5mm加工样板的角度±20′3
3号料的允许偏差应符合下表的规定项目允许偏差零件外形尺寸±1
0mm孔距±0
4气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除熔渣和飞溅物
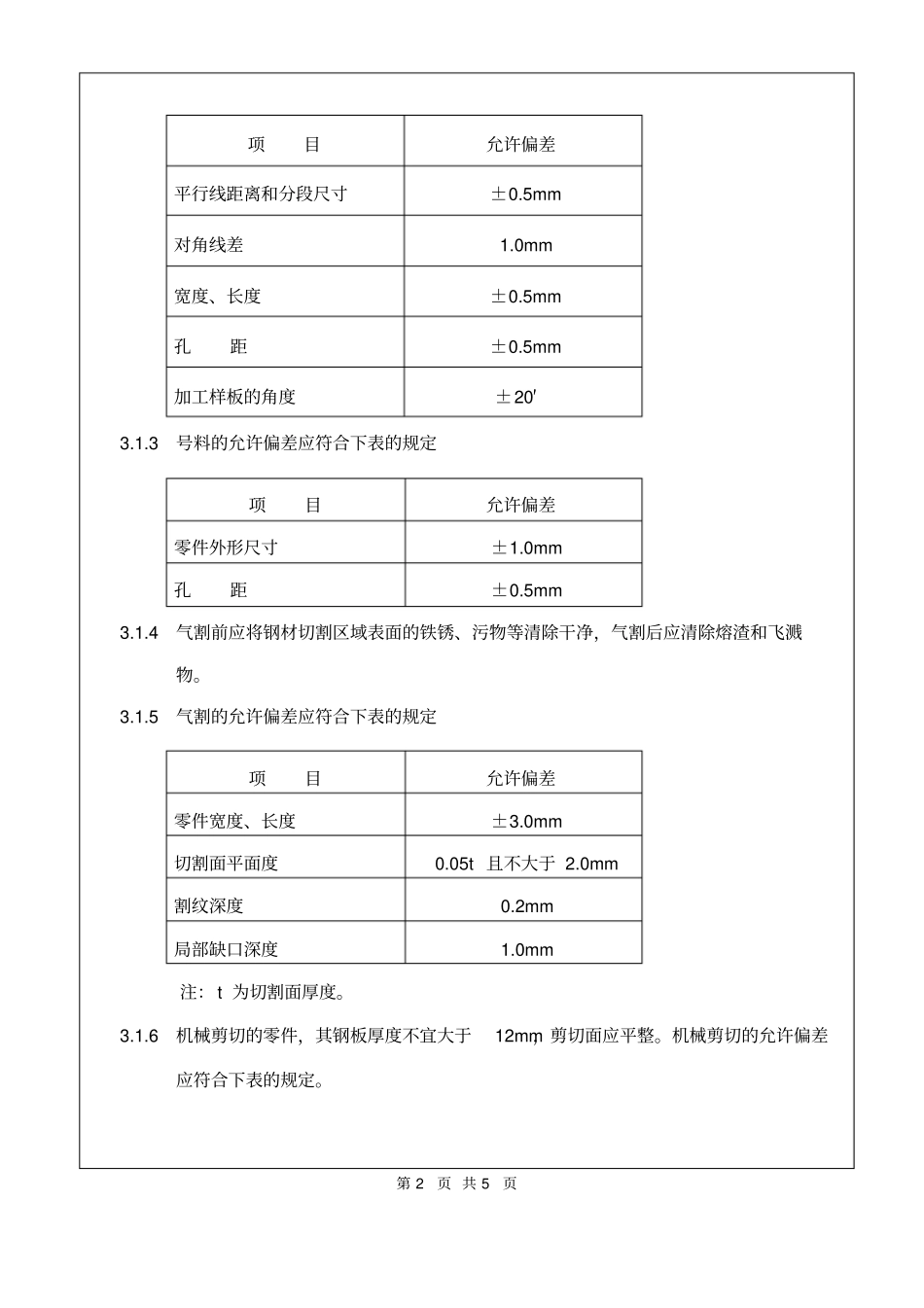
5气割的允许偏差应符合下表的规定项目允许偏差零件宽度、长度±3
0mm切割面平面度0
05t且不大于2
0mm割纹深度0
2mm局部缺口深度1
0mm注:t为切割面厚度
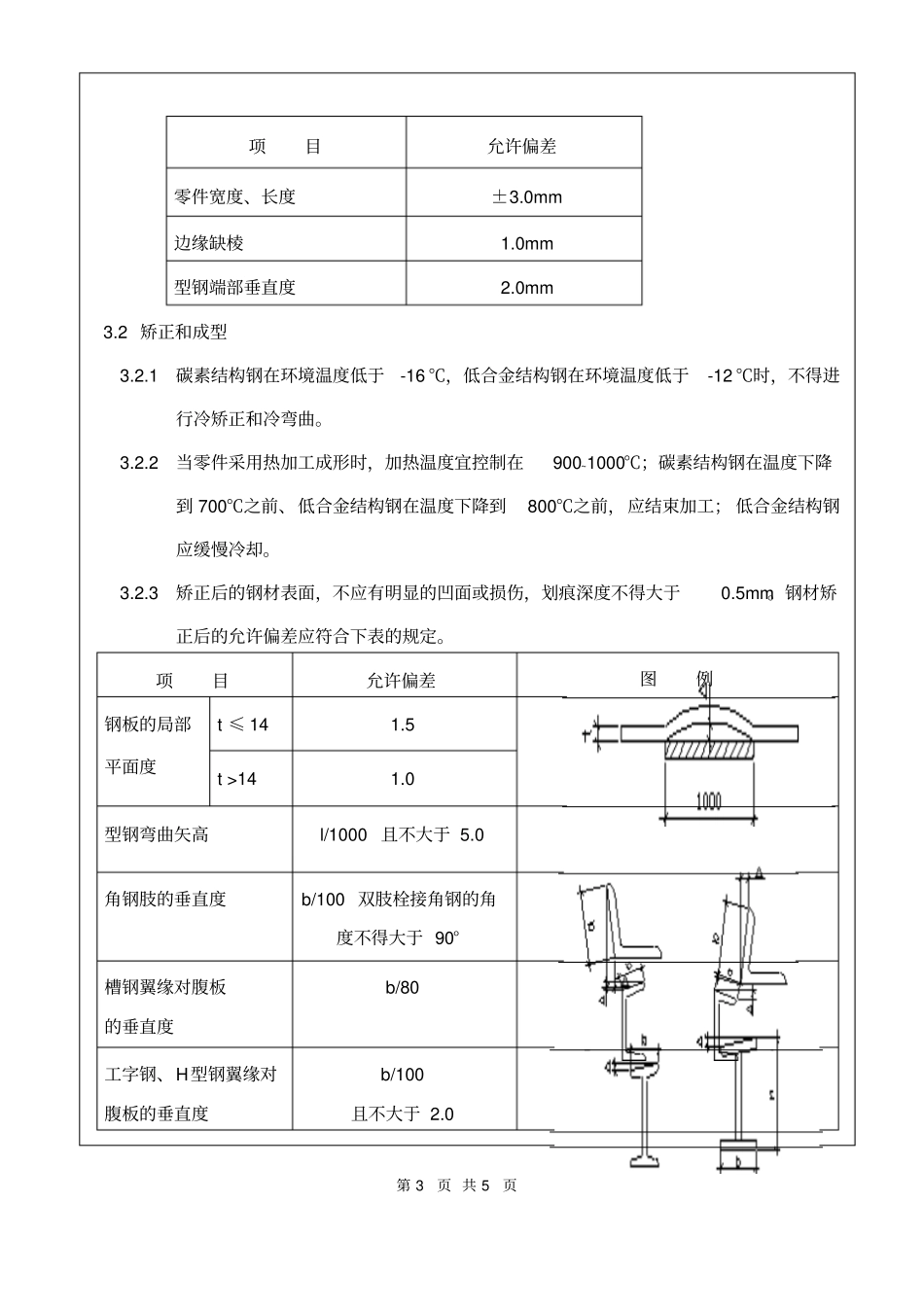
6机械剪切的零件,其钢板厚度不宜大于12mm,剪切面应平整
机械剪切的允许偏差应符合下表的规定
第3页共5页项目