卡车驾驶室混流焊装线工艺设计张海宏周三山摘要本文主要阐述了东风新品与老款D310两个完全不同系列3个品种白车身混流焊装线工艺设计过程,从产品装焊工艺分析、产品混流生产工艺性优化及争对混流设计中遇到的难题,提出了具有的解决对策,达到了预期的效果,本文对同行业具有很强的借鉴意义
关键词混流焊装线、产品混流优化、装焊工艺设计0前言2009年以来,汽车产业复兴,整个市场处于供不应求的旺销局势
尤其是东风公司D310系列车型备受市场亲睐,但是由于焊装为专线生产,焊装生产能力严重不能满足市场所需
另外,为提升公司形象,拓展市场,2014年规划引入新品旗舰车型
为生产出高品质产品、工艺先进、设备稳定、降低投资与后续发展的需要,进过反复的方案设计、研究与对比,确定建设一条新品高顶、D310高顶与D310标顶两个系列3种车型的驾驶室混流焊装线
为满足混流生产的需要生产出高品质的驾驶室,工艺设计人员在总结D310、D530项目经验的基础上,引入同步工程技术,参与新品产品设计整个过程,对新品产品进行工艺优化
另外,参考D310、D530焊装线设计经验与OEE数据统计,对影响产品质量与设备稳定的部分进行防再发处理
通过多个有效的措施,圆满的完成了新品/D310驾驶室混流焊装线设计工作,产品质量与设备稳定性较D310焊装线有了较大提升,达到了预期目的
1工艺设计条件确定1
1根据商品企划结合D310生产现状,确定混流焊装线生产品种为新品高顶、D310高顶、D310标顶3种车型,生产能力为6
2根据边界条件与生产能力确定,生产线节拍为3
04分钟/台;1
3根据焊装车间情况确定,生产厂地为驾一、驾二、驾三车间,面积8880平米
4生产方式:任意混流生产
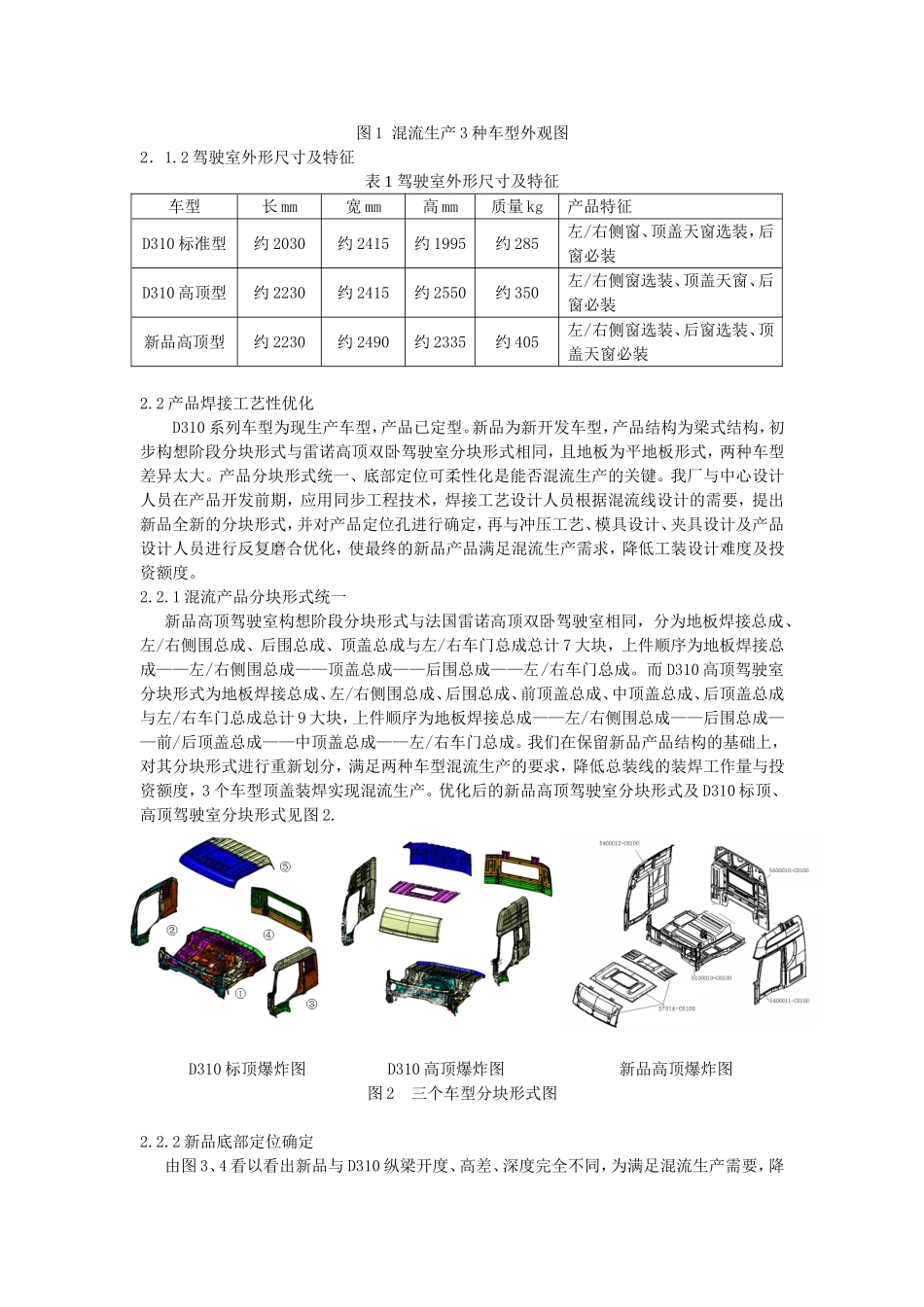
2混流产品工艺性分析2
1产品描述D310为现生产车型,该车型为与日产柴联合设计,属于日系车型,采用板式结构;新品车型为东风公司自