1下面以CA6102发动机为例,对其连杆和曲轴的加工工艺及发动机总成进行分析
1连杆加工工艺1
1连杆的功用、结构特点及工作条件连杆是汽车发动机主要的传动构件之一,它是把作用于活塞顶部的膨胀气体压力传给曲轴,使活塞的往复直线运动变为曲轴的回转运动,以输出功率
CA6102发动机连杆采用直剖式结构,它由从大头到小头逐步变小的工字形截面的连杆体及连杆盖、螺栓、螺母等组成
由以上部分合在一起形成连杆的大、小头及杆身
连杆大头孔套在曲轴的连杆轴颈上,与曲轴相连,内装有轴瓦
为了便于安装,大头设计成两半,然后用连杆螺栓连接
连杆小头与活塞销相连,小头压人耐磨的铜衬套,孔内设有油槽
小头顶部有油孔,以便使曲轴转动时飞溅的润滑油能流到活塞销的表面上,起到润滑作用
为了减少惯性力,连杆杆身部位的金属重量应当减少并且要有一定的刚度,所以杆身采用工字形断面
连杆杆身部位是不加工的
在毛坯制造时,杆身的一侧作出定位标记,作为加工及装配基准
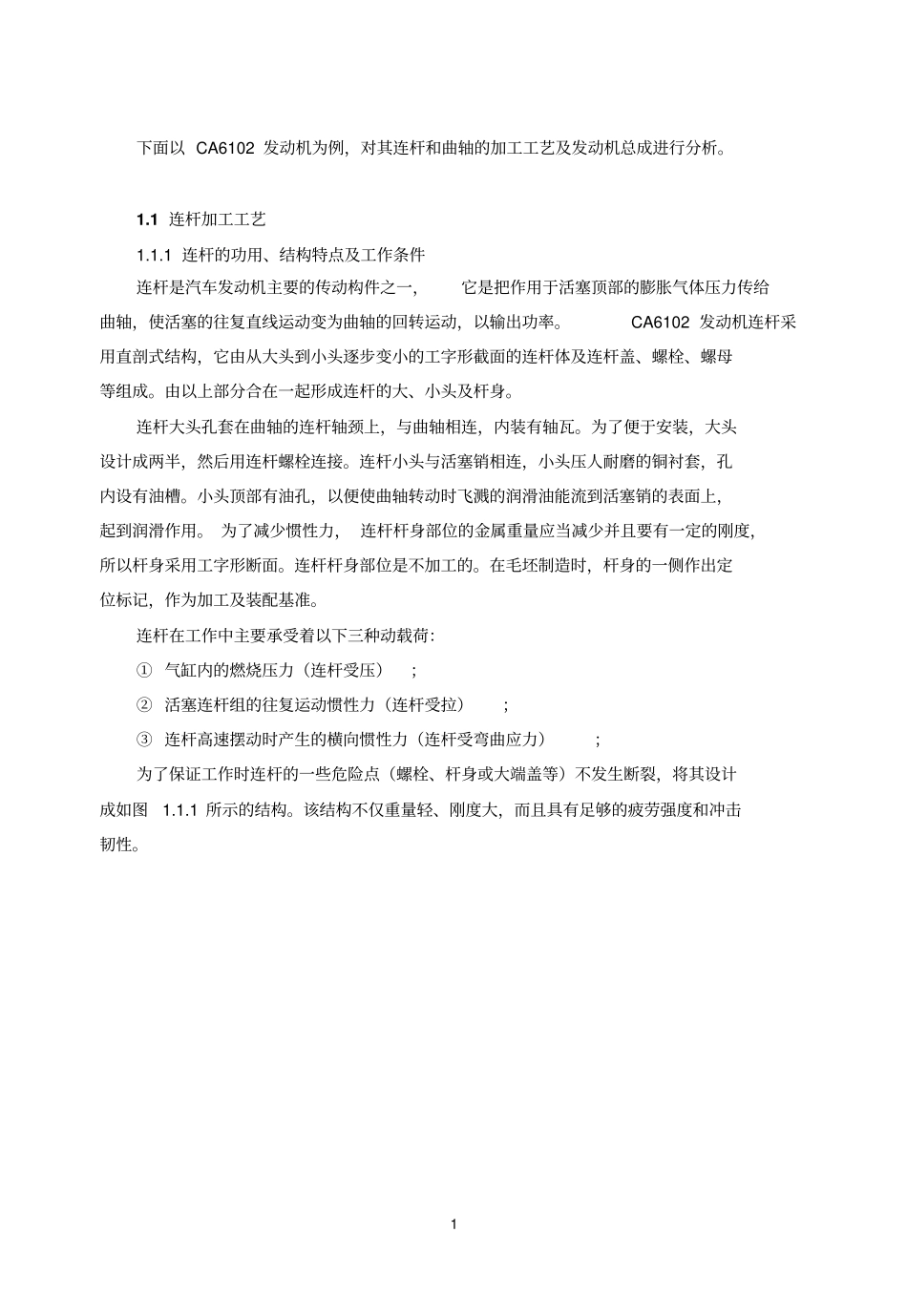
连杆在工作中主要承受着以下三种动载荷:①气缸内的燃烧压力(连杆受压);②活塞连杆组的往复运动惯性力(连杆受拉);③连杆高速摆动时产生的横向惯性力(连杆受弯曲应力);为了保证工作时连杆的一些危险点(螺栓、杆身或大端盖等)不发生断裂,将其设计成如图1
1所示的结构
该结构不仅重量轻、刚度大,而且具有足够的疲劳强度和冲击韧性
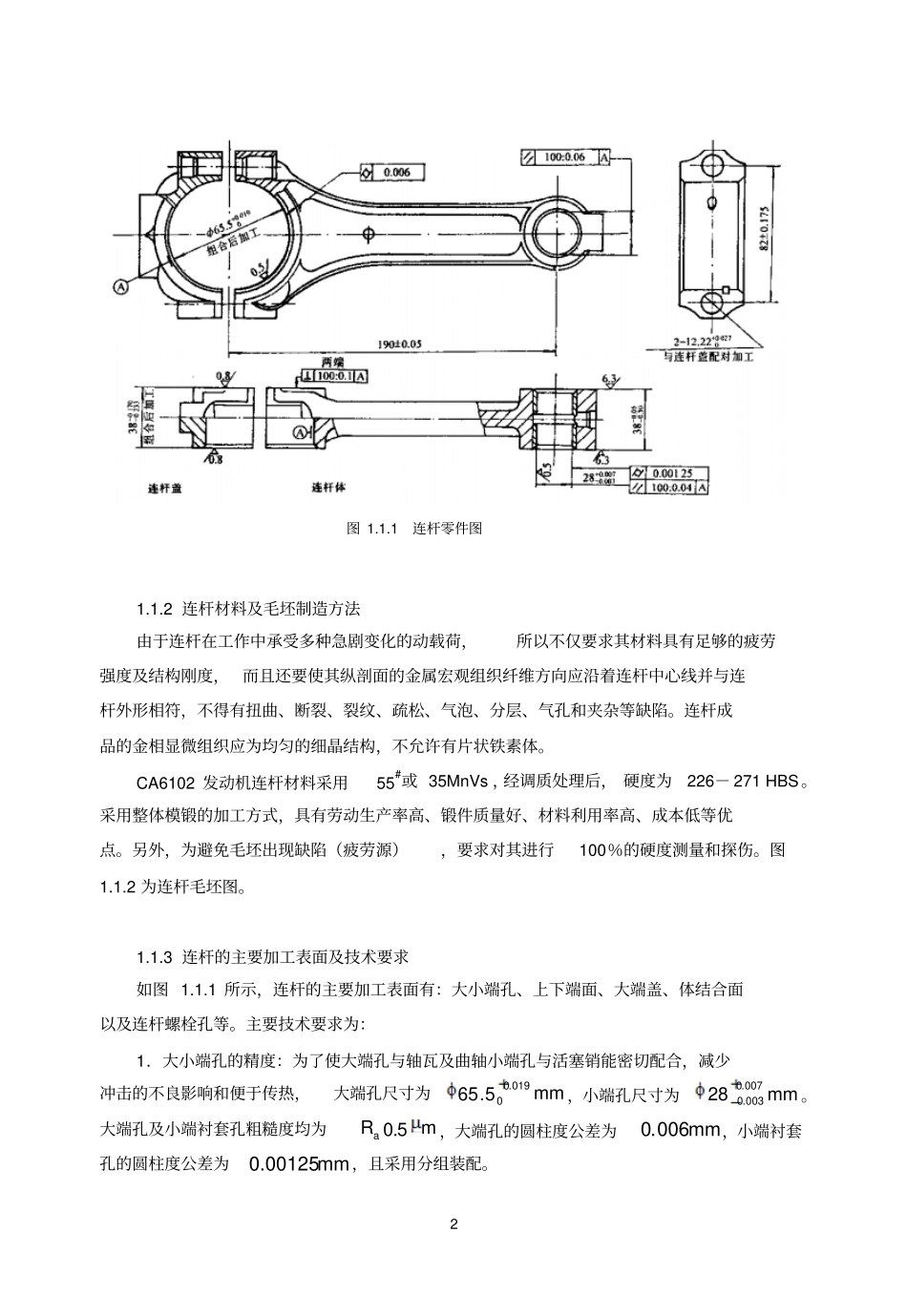
2连杆材料及毛坯制造方法由于连杆在工作中承受多种急剧变化的动载荷,所以不仅要求其材料具有足够的疲劳强度及结构刚度,而且还要使其纵剖面的金属宏观组织纤维方向应沿着连杆中心线并与连杆外形相符,不得有扭曲、断裂、裂纹、疏松、气泡、分层、气孔和夹杂等缺陷
连杆成品的金相显微组织应为均匀的细晶结构,不允许有片状铁素体
CA6102发动机连杆材料采用55#或35MnVs,经调质处理后,硬度为226-271HBS
采用整体模锻的加工方式