第一章铸造用呋喃树脂砂概述、自硬呋喃树脂砂的特点1
优点:1)铸件表面光洁、棱角清晰、尺寸精度高;2)型砂的溃散性好,清理、打磨容易,从而减少了落砂清铲修整工序中对铸件形状精度的损害;3)由于在各个工序中都最大限度的排除了影响铸型、铸件变形和损坏的因素,所以树脂砂铸件的铸件表面质量、铸件几何尺寸精度方面比黏土可以提高1~2级,达到了CT7〜9级精度和1〜2mm/600mm的平直度,表面粗糙度大有改观;4)减轻劳动强度大大改善了劳动条件和工作环境,尤其是减轻了噪声、矽尘等,减少了环境污染;5)树脂砂型(芯)强度高(含高温强度高)、成型性好发气量较其它有机铸型低、热稳定性好、透气性好,可以大大减少铸件的粘砂、夹砂、砂眼、气孔、缩孔、裂纹等铸件缺陷,从而降低废品率,可以制造出用黏土砂难以做出的复杂件、关键件;6)旧砂回收再生容易可以达到90%左右的再生回收率
在节约新砂、减少运输、防止废弃物公害方面效果显著
缺点:1)对原砂要求较高,如粒度、粒形、SiO2含量、微粉含量、碱金属盐及黏土含量等都有较严格要求;2)气温和湿度对硬化速度和固化后强度的影响较大;3)与无机类黏结剂的铸型相比,树脂砂发气量较高,如措施不当,易产生气孔类缺陷;4)与黏土砂相比,成本仍较高;5)对球铁件或低碳不锈钢等铸件,表面因渗硫或渗碳可能造成球化不良或增碳,薄壁复杂铸钢件上易产生裂纹等缺陷;6)浇注时有刺激性气味及一些有害气体发生,CO气发生量较大,需要良好的通风条件
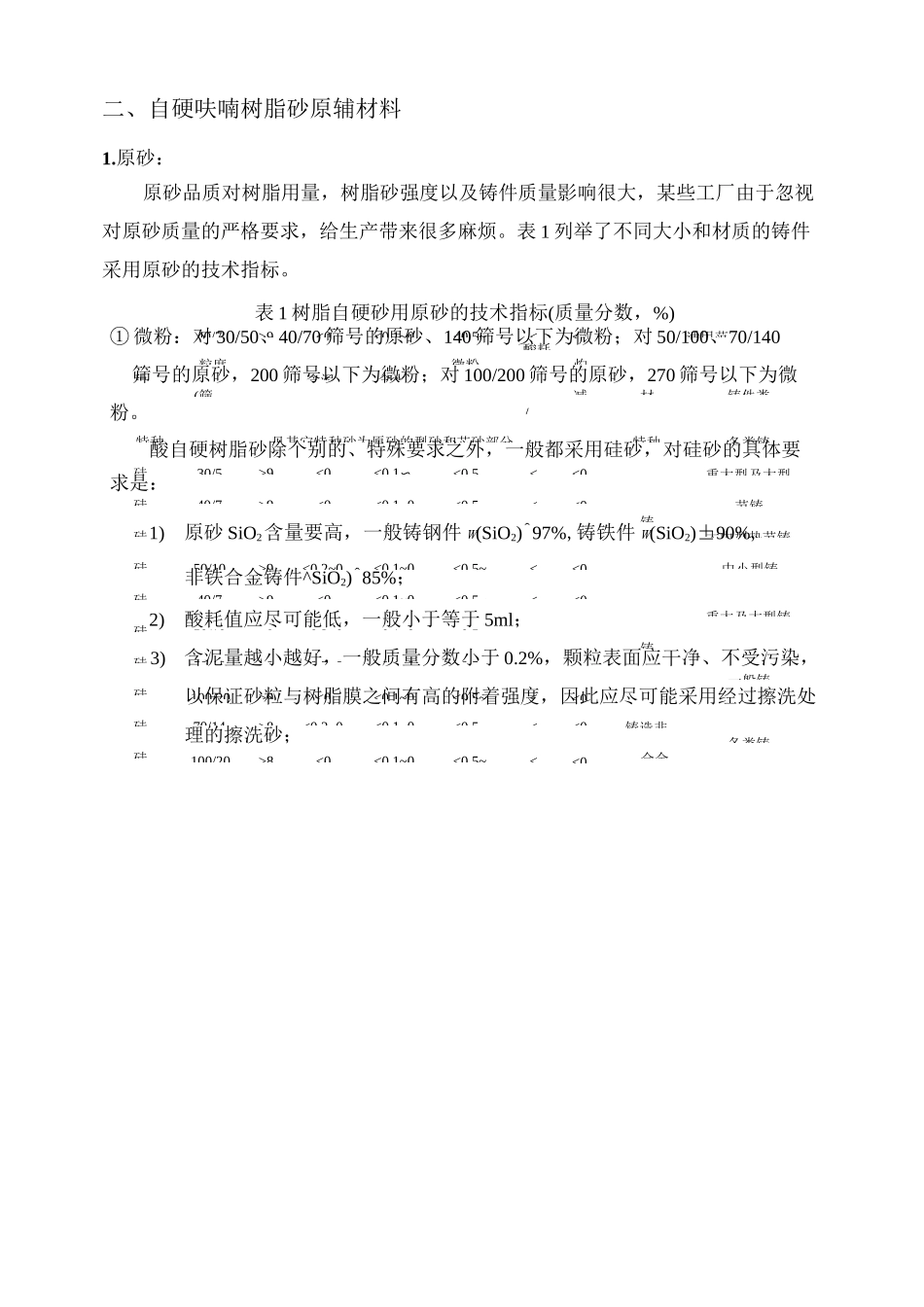
种粒度(筛含泥含水微粉酸耗/灼减材特种见其它特种砂为原砂的型砂和芯砂部分特种硅30/5>9