板材成型机操作规程一、设备概述:PSB-TF600板材成型机,是根据调模高度范围设计,触摸屏上设有手动电动升板、降板按钮控制需要的模腔高度,生产可发性聚苯乙烯泡沫板的专用设备
是以可发性聚苯乙烯(EPS)为原料,将EPS原料经过发泡、干燥、熟化处理后,再由本机器自动将EPS泡沫料送入模腔内,然后通入蒸汽加热使其熔接成型,再经过风冷定型后,由压缩气和顶出杆将泡沫板材顶出模具
机器设有关模、锁模、上料、加热、排污、冷却、解模、开模、脱模和顶出等工序
PSB-TF600主机结构采用焊接构架并经过热处理时效处理,卧式模腔、可升降内模板、翻开型单开门布局
机器主要部件选用名牌产品,组成优越的机-电-液气动一体化系统,使机器动作可靠、能耗低、寿命长、生产效率高
1、为提高电气系统的可靠性,减少电气系统故障,机器采用了可编程控制器(PLC)进行控制,触摸式的人机界面可对工艺参数进行设定,内设程序可通过编程器进行编排
2、机器加热采用压力和时间两种加热控制方式,用户可根据需要和习惯任意选择
3、机器的开关模,锁紧模和制品顶出均采用液压系统驱动,具有油缸速度平衡回路,运行平稳
4、机器的模腔高度调节采用电机驱动,选择手动操作,触摸屏显示模腔尺寸,在允许调节范围内按升板、降板按钮点动控制需要的模腔高度
5、机器采用自动进料系统和气动控制装置,确保了进料及回料的可靠
6、蒸汽管路系统:为提高制品加热的速度,机器采用的气动球阀和气动蝶阀使蒸汽管路系统发挥最佳效果
7、机器的管路包括有蒸汽、压缩空气、排污管路等,分别分布于机器的周围
上述各系统通过调整控制系统的参数,使整个生产周期更短、能源更节约
平均每模生产时间在蒸汽、压缩气按要求情况下,生产16KG/m3的泡沫板材为8-15分钟
制品出模后,经干燥处理过的泡沫板材可以切割成各种不同厚度的片材,也可按需要切割成各种不同形状的泡沫制品
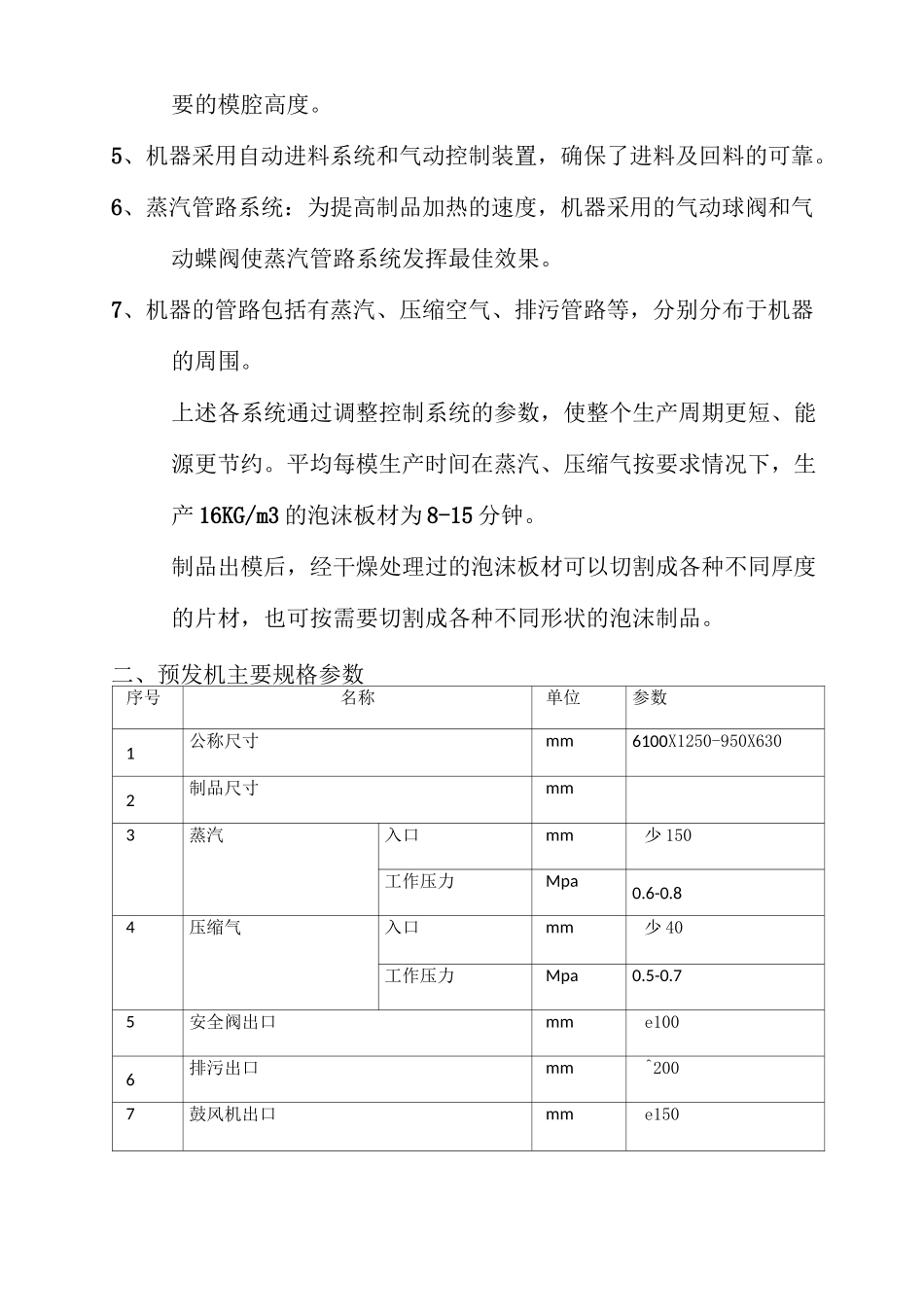
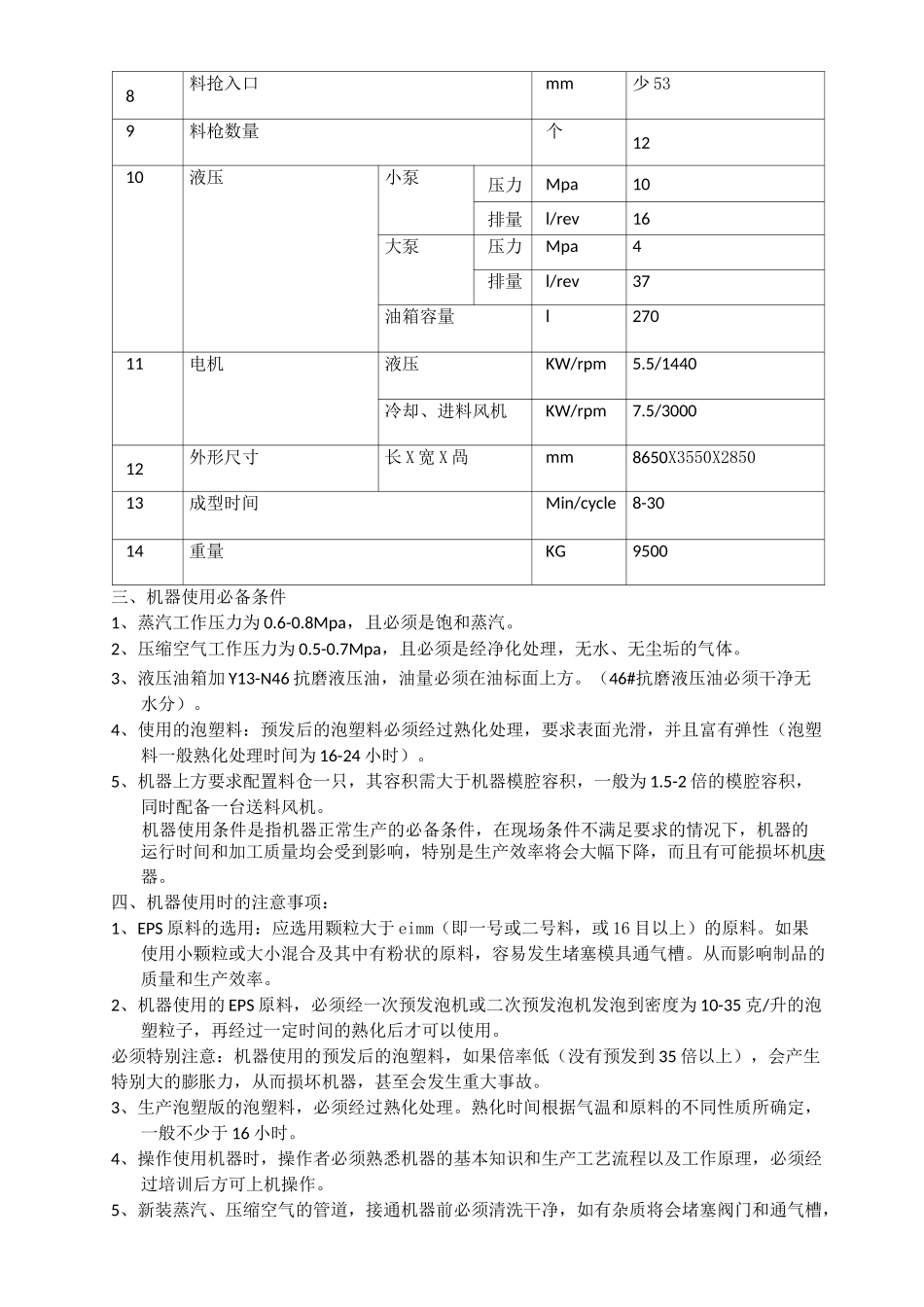
二、预发机主