滚刀设计参数和工艺参数的选择SamputensiliS
AGen-1-10-2001-M
Broese提高加工效率,降低加工成本的途径•选取适当的刀具参数•选择适当的加工参数•合理使用刀具选择参数的目的是提高加工效率,降低加工成本Gen-1-10-2001-M
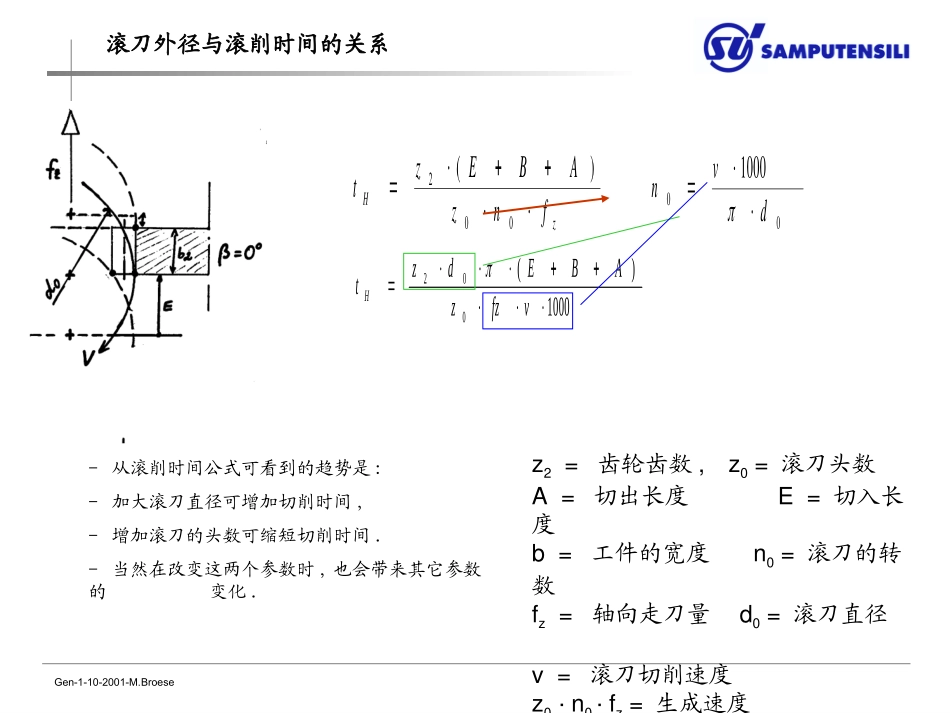
BroesetzEBAznfHz200()nvd0010001000)(002vfzzABEdztHz2=齿轮齿数,z0=滚刀头数A=切出长度E=切入长度b=工件的宽度n0=滚刀的转数fz=轴向走刀量d0=滚刀直径v=滚刀切削速度z0·n0·fz=生成速度滚刀外径与滚削时间的关系-从滚削时间公式可看到的趋势是:-加大滚刀直径可增加切削时间,-增加滚刀的头数可缩短切削时间
-当然在改变这两个参数时,也会带来其它参数的变化
Gen-1-10-2001-M
Broese滚刀外径与滚刀刀齿有效齿长的关系6,51005,8955905854804753,2703652,5602,5551,5500123456710095908580757065605550outsidediameterofhob(mm)mmUsabletoothlengthhobmod2,0mmborediam
=32mmZo=2,rightni=12ProfileDIN3972,BPI滚刀槽数为12,头数为2,采用不同的外圆直径可从上图看到其有效齿长不同:当外圆直径为95mm时刀齿的有效齿长为5
可刃磨19-20次
当外圆直径为65mm时刀齿的有效齿长为3mm
可刃磨8-10次
Gen-1-10-2001-M
Broese选择滚刀外圆直径要考虑的因素-滚刀外径对走刀波纹深度的影响选用大直径滚刀的优点:-在保持同样的刃背长度的条件下,可采用较多的槽数,提高滚齿的齿形精度,采用较大的轴向走刀量
-在采用相同的轴