薄壁不锈钢管承插氩弧焊施工工法1.前言输水管道对饮用水造成的污染,影响人们生活质量,一直受人们关注
为了解决这一个问题,建筑施工中采用了薄壁不锈钢管来改变饮用水的质量,为了使薄壁不锈钢管在建筑工程中更加安全可靠、经济合理、环保卫生、使用和维护方便,而采用的薄壁不锈钢承插氩弧焊连接,已备受社会青睐
我们进行了多个试验和工程试点,并总结成工法,应用指导施工,确保施工质量
2.工法特点本工法具有以下特点:2.1施焊过程不需要焊材(以扩管边代替),由钢管插入管件承口,用钨极氩弧焊(GTAW)将承端部作一圈焊接,使管道熔成一体,不仅能使焊缝与管道浑然一体、成色一致,且能省却焊接辅料,并提高焊接速度
2.2经耐压、气密、拉拨、负压和盐雾等试验,管件连接强度和密封性等性能,较其他连接方式具有明显的优势;它适用范围广,这种“无接头连接”的连接方式特别是在管道井、嵌墙等场合,更具有特殊的优势,省工省料,维修方便,符合环保要求
2.3性价比高,管件结构简单,价格优势明显,安全可靠、经久耐用、外表美观、环保卫生、使用和维护方便
3.适用范围适用于工业和民用中、低压的冷水、热水、饮用纯净水、蒸气、暖通、输气、污水处理等工程及设备连接DN15〜DN50管道
4.工艺原理承插氩弧焊在焊接过程中不需要焊材,由管道自身材料焊接而成,焊缝颜色与管材颜色一致,节省焊接辅材及部分管件,是一种省料,无接头连接的连接方式
5.施工工艺流程及操作要点5.1工艺流程施工准备I―焊接材料准备I―焊接——甲旱缝清洗、抛光>焊缝检查试验、吹洗5.2操作要点5.2.1施工准备1编制施工方案和施工进度计划,建立质量工作标准
2操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具有相关部门颁发的合格证
3施工用料按材料计划备齐,送到现场,并保证按计划供应
4对现场操作人员进行书面技术交底、现场技术、安全交底
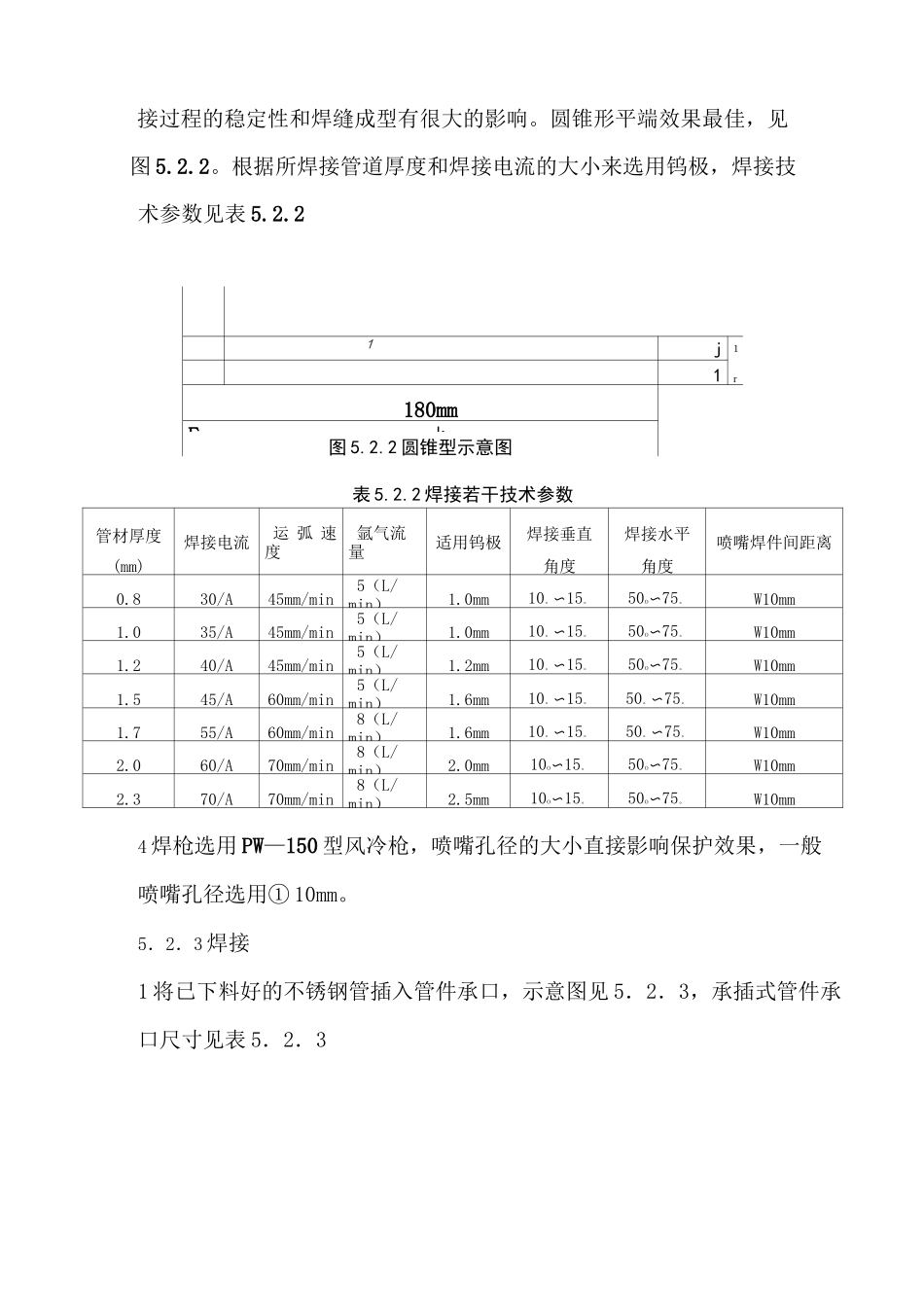
5.2.2焊接