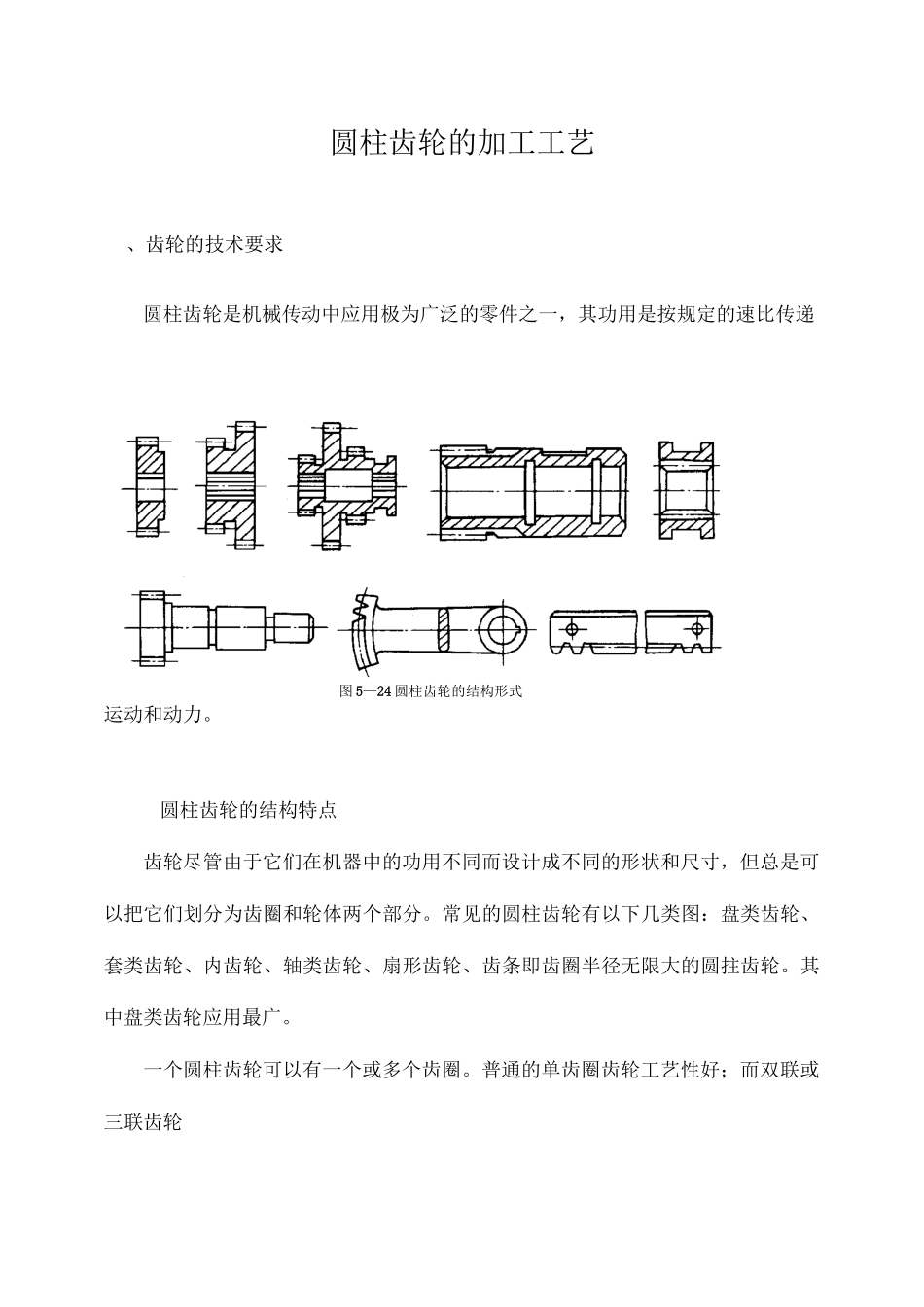
圆柱齿轮的加工工艺、齿轮的技术要求圆柱齿轮是机械传动中应用极为广泛的零件之一,其功用是按规定的速比传递图5—24圆柱齿轮的结构形式运动和动力
圆柱齿轮的结构特点齿轮尽管由于它们在机器中的功用不同而设计成不同的形状和尺寸,但总是可以把它们划分为齿圈和轮体两个部分
常见的圆柱齿轮有以下几类图:盘类齿轮、套类齿轮、内齿轮、轴类齿轮、扇形齿轮、齿条即齿圈半径无限大的圆拄齿轮
其中盘类齿轮应用最广
一个圆柱齿轮可以有一个或多个齿圈
普通的单齿圈齿轮工艺性好;而双联或三联齿轮的小齿圈往往会受到台肩的影响,限制了某些加工方法的使用,一般只能采用插齿
如果齿轮精度要求高,需要剃齿或磨齿时,通常将多齿圈齿轮做成单齿圈齿轮的组合结构
圆柱齿轮的精度要求齿轮本身的制造精度,对整个机器的工作性能、承载能力及使用寿命都有很大影响
根据齿轮的使用条件,对齿轮传动提出以下几方面的要求:⑴运动精度要求齿轮能准确地传递运动,传动比恒定,即要求齿轮在一转中,转角误差不超过一定范围
⑵工作平稳性要求齿轮传递运动平稳,冲击、振动和噪声要小
这就要求限制齿轮转动时瞬时速比的变化要小,也就是要限制短周期内的转角误差
⑶接触精度齿轮在传递动力时,为了不致因载荷分布不均匀使接触应力过大,引起齿面过早磨损,这就要求齿轮工作时齿面接触要均匀,并保证有一定的接触面积和符合要求的接触位置
⑷齿侧间隙要求齿轮传动时,非工作齿面间留有一定间隙,以储存润滑油,补偿因温度、弹性变形所引起的尺寸变化和加工、装配时的一些误差
二、齿轮的材料、热处理和毛坯⑴材料的选择齿轮应按照使用的工作条件选用合适的材料
齿轮材料的选择对齿轮的加工性能和使用寿命都有直接的影响
一般齿轮选用中碳钢如钢和低、中碳合金钢,如、、等
要求较高的重要齿轮可选用氮化钢,非传力齿轮也可以用铸铁、夹布胶木或尼龙等材料
⑵齿轮的热处理齿轮加工中根据不同的目的,安排两种热处理工