HG/THG/TJB/T4747承压设备用焊接材料技术条件21432377JB4708JB/TJB/TJB/TJB/TJB/TJB/T搪玻璃设备管口搪玻璃层耐沸腾水及水蒸气腐蚀性能的测定搪玻璃件几何尺寸检测方法钢板搪玻璃试件的制备4709钢制压力容器焊接规程4730
2承压设备无损检测第2部分:射线检测4730
3承压设备无损检测第3部分超声检测4730
4承压设备无损检测第4部分磁粉检测4730
5承压设备无损检测第5部分渗透检测4735钢制焊接常压容器搪玻璃制造工艺说明1规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版均不适用与本标准,然而,鼓励根据本标准达成协议的各方面研究是否可使用这些文件的最新版本
凡是不注日期的引用文件,其最新版本适用于本标准
GB150GB/T7987GB/T7988GB/T7989钢制压力容器搪玻璃层耐温差急变性试验方法搪玻璃釉耐热氢氧化钠溶液腐蚀性能的测定搪玻璃釉耐沸腾盐酸蒸气腐蚀性能的测定(GB/T7989-2003,ISO2743:1986,ISO2733:1983,MOD)GB/T7990搪玻璃层耐机械冲击试验方法GB/T7991搪玻璃层厚度测量电磁法(GB/T7991-2003,ISO2178:1982,MOD)GB/T7993用在腐蚀条件下的搪玻璃设备的高电压试验方法(GB/T7993-2003,ISO2746:1998,MOD)GB/T7994搪玻璃设备水压试验方法GB/T7995搪玻璃设备气密性试验方法GB/T8923涂装前钢材表面锈蚀等级和除锈等级GB/T9439灰铸铁件GB/T25027搪玻璃开式搅拌容器GB/T25026搪玻璃闭式搅拌容器JB4744钢制压力容器产品焊接试板的力学性能检验2材料2
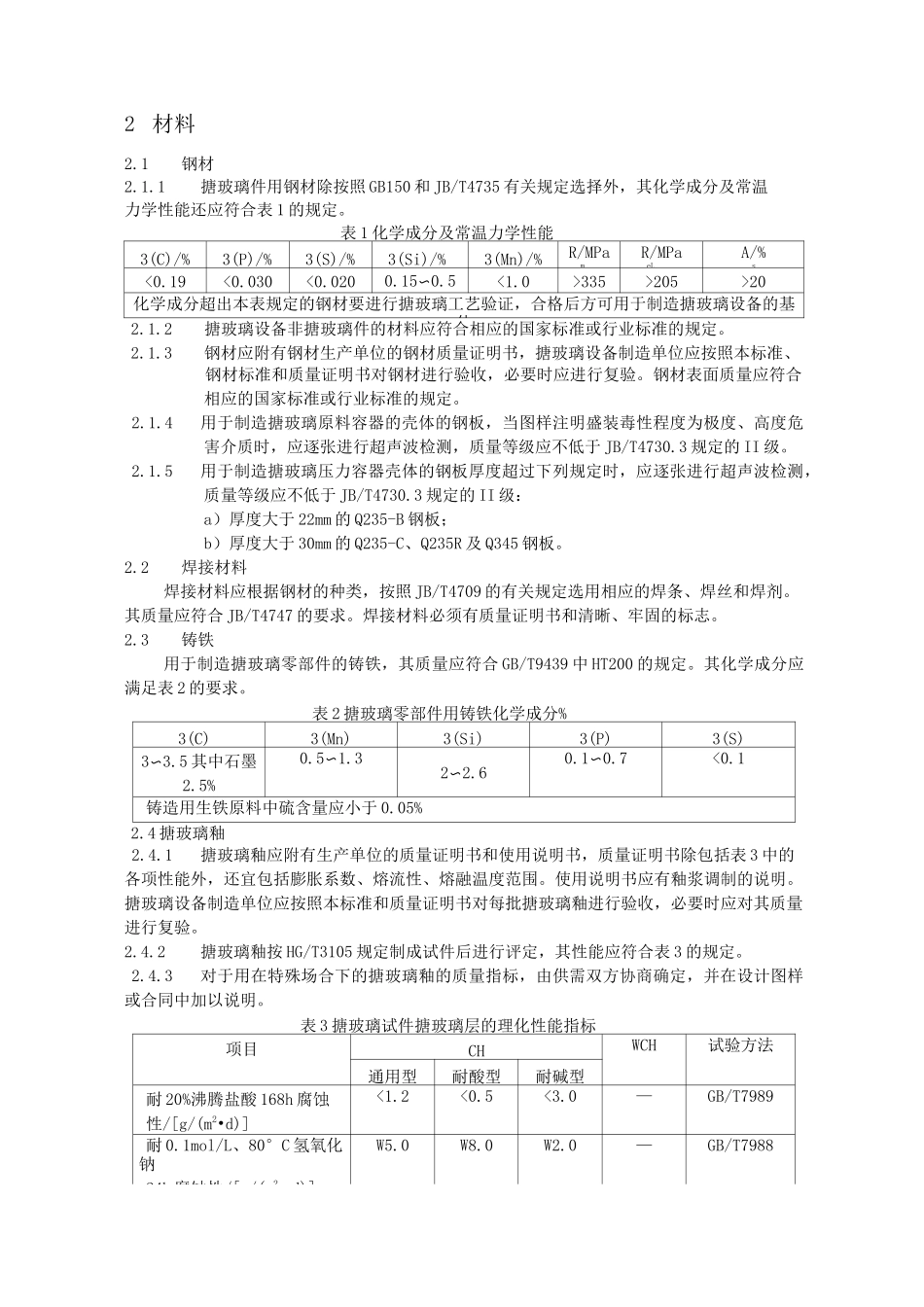
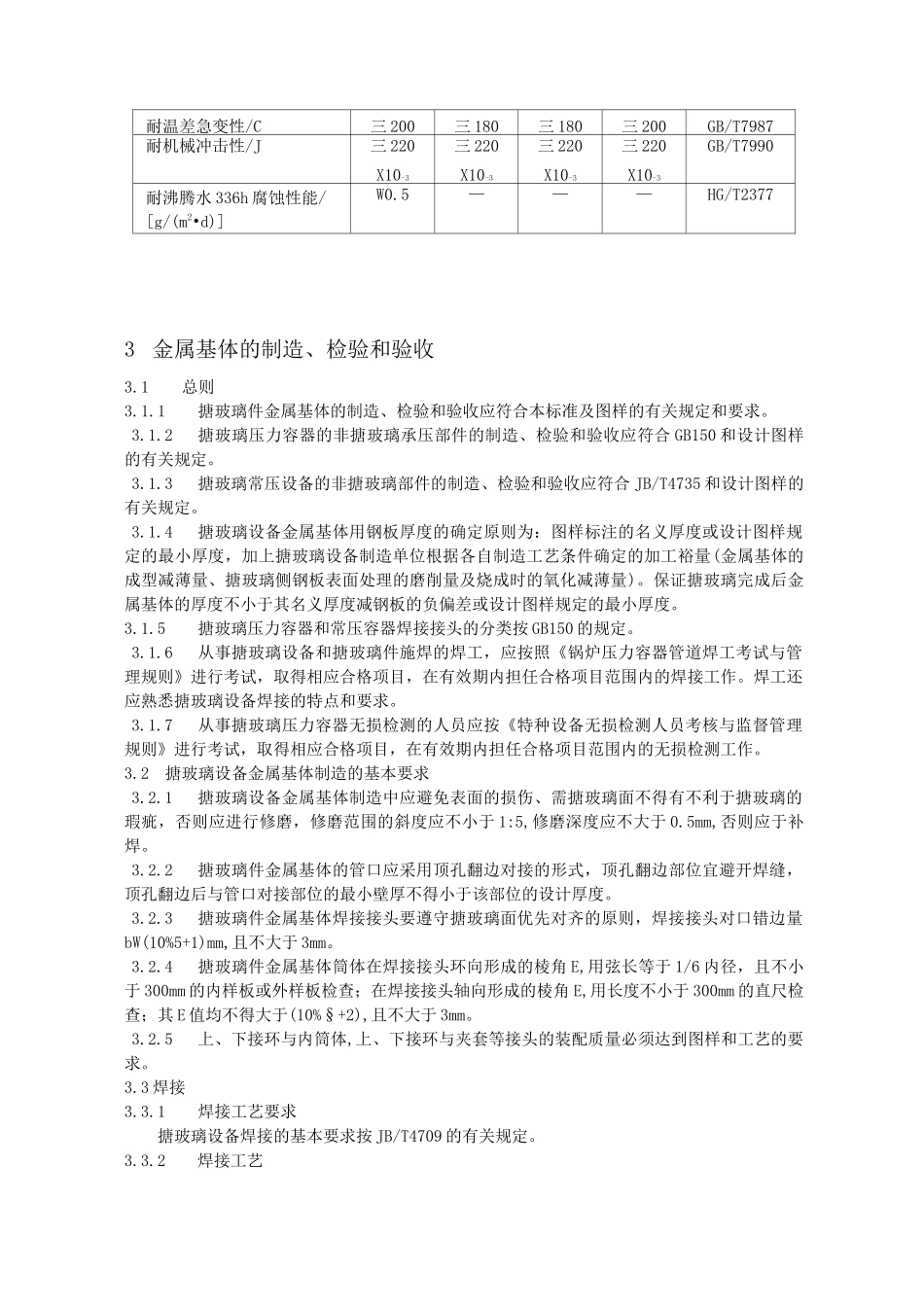
1搪玻璃件用钢材除按照GB