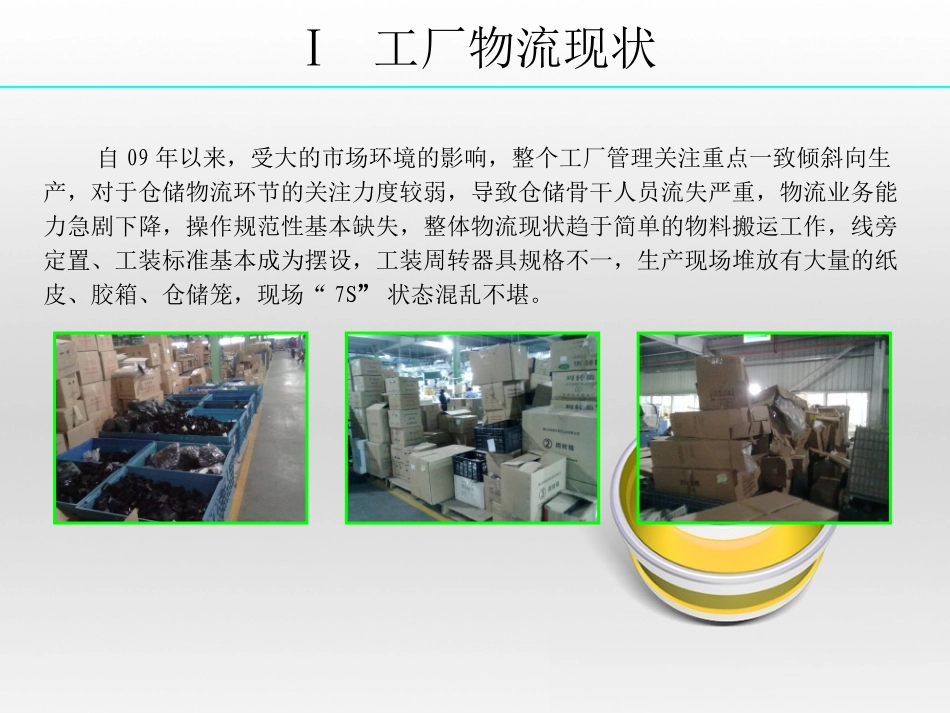
工厂物流规划目录Ⅰ工厂物流现状Ⅱ物流规划方案Ⅲ具体操作方法示例Ⅳ项目须解决的问题Ⅴ后期努力目标Ⅰ工厂物流现状自09年以来,受大的市场环境的影响,整个工厂管理关注重点一致倾斜向生产,对于仓储物流环节的关注力度较弱,导致仓储骨干人员流失严重,物流业务能力急剧下降,操作规范性基本缺失,整体物流现状趋于简单的物料搬运工作,线旁定置、工装标准基本成为摆设,工装周转器具规格不一,生产现场堆放有大量的纸皮、胶箱、仓储笼,现场“7S”状态混乱不堪
部装线一边部装一边分装,现场堆积大量物料,且物料消耗速度较慢,现场混乱不堪因无明确的定制及期量标准,线旁物料准备区域堆积有大量的物料部装线旁堆积有大量的物料,纸皮、布袋等回收物需设置专门的回收区暂存Ⅰ工厂物流现状Ⅰ工厂物流现状仓储物流运作模式现状物料B物料C物料D物料E物料F物料A物料到货入库暂存领料分装作业生产CheckCheckCheckCheckCheckCheck物料到货物料暂存物料分装CheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckⅡ物流规划方案第一阶段仓储整改目标物料到货A线作业3A线作业2A线作业1A线分装1CheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheckCheck生产线A生产线B生产线CA线分装2B线作业3B线作业2B线作业1C线作业3C线作业2C线作业1B线分装1B线分装2C线分装1C线分装2说明:物料到货后,按作业号、作业线体存放于仓库指定区域,并在该区域内完成物料的配套、检验工作,当其他作业需要生产时,由仓库人员(或供应商搬运人员)搬运到对应作业线体分装区进行分装、配送,每条