PowerMILL后处理修改教程本教程是偶在实际使用中的PowerMILL后处理文件修改知识的积累,其中有部分修改案例来源于帮助文件,在此仅以文字和图片的形式把他记录下来与初学者共同分享
Bymymould(风影爱人)一、完整的后处理文件介绍一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成
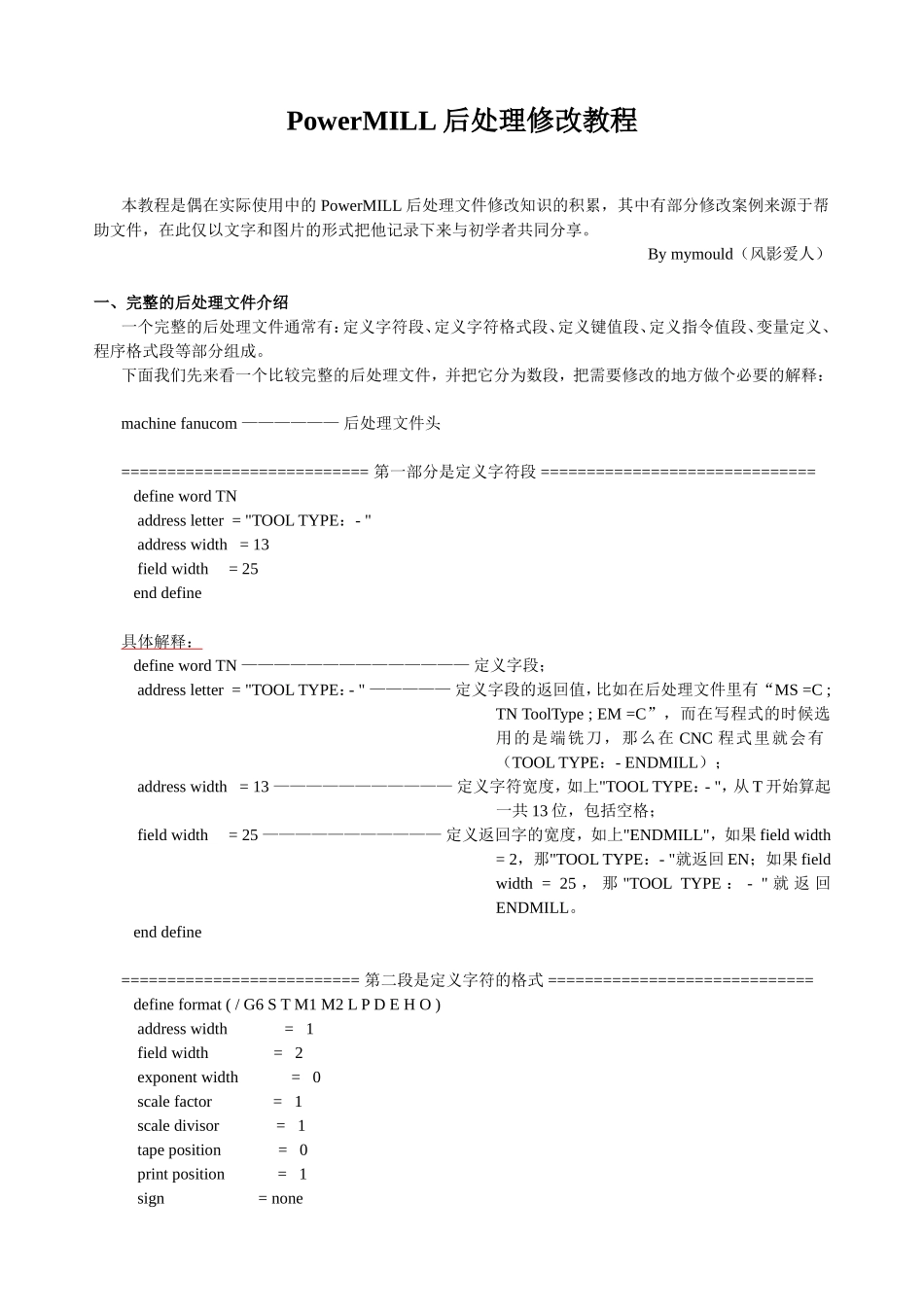
下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machinefanucom——————后处理文件头===========================第一部分是定义字符段==============================definewordTNaddressletter="TOOLTYPE:-"addresswidth=13fieldwidth=25enddefine具体解释:definewordTN——————————————定义字段;addressletter="TOOLTYPE:-"—————定义字段的返回值,比如在后处理文件里有“MS=C;TNToolType;EM=C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOLTYPE:-ENDMILL);addresswidth=13———————————定义字符宽度,如上"TOOLTYPE:-",从T开始算起一共13位,包括空格;fieldwidth=25———————————定义返回字的宽度,如上"ENDMILL",如果fieldwidth=2,那"TOOLTYPE:-"就返回EN;如果fieldwidth=25,那"TOOLTYPE:-"就返回ENDMILL
enddefine==========================第二段是定义字符的格式=======================