下图1-1:焊接方法主要有:■双缝热合焊接■单缝挤压焊接垃圾填埋场防渗系统1、土工膜施工工艺1
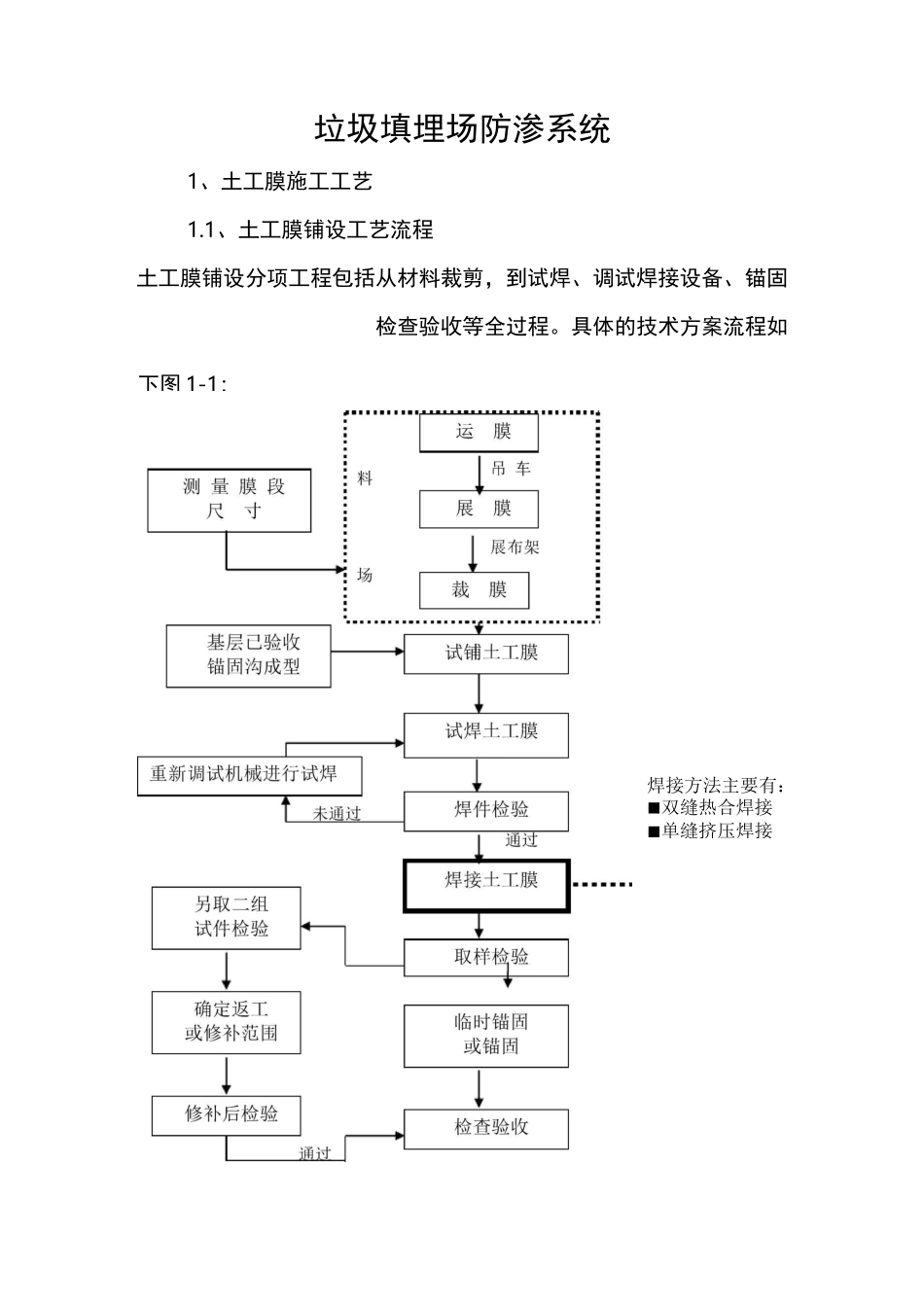
1、土工膜铺设工艺流程土工膜铺设分项工程包括从材料裁剪,到试焊、调试焊接设备、锚固检查验收等全过程
具体的技术方案流程如用挤压熔焊机焊接切取检验样件处加补丁图1-1土工膜铺设工艺流程图1
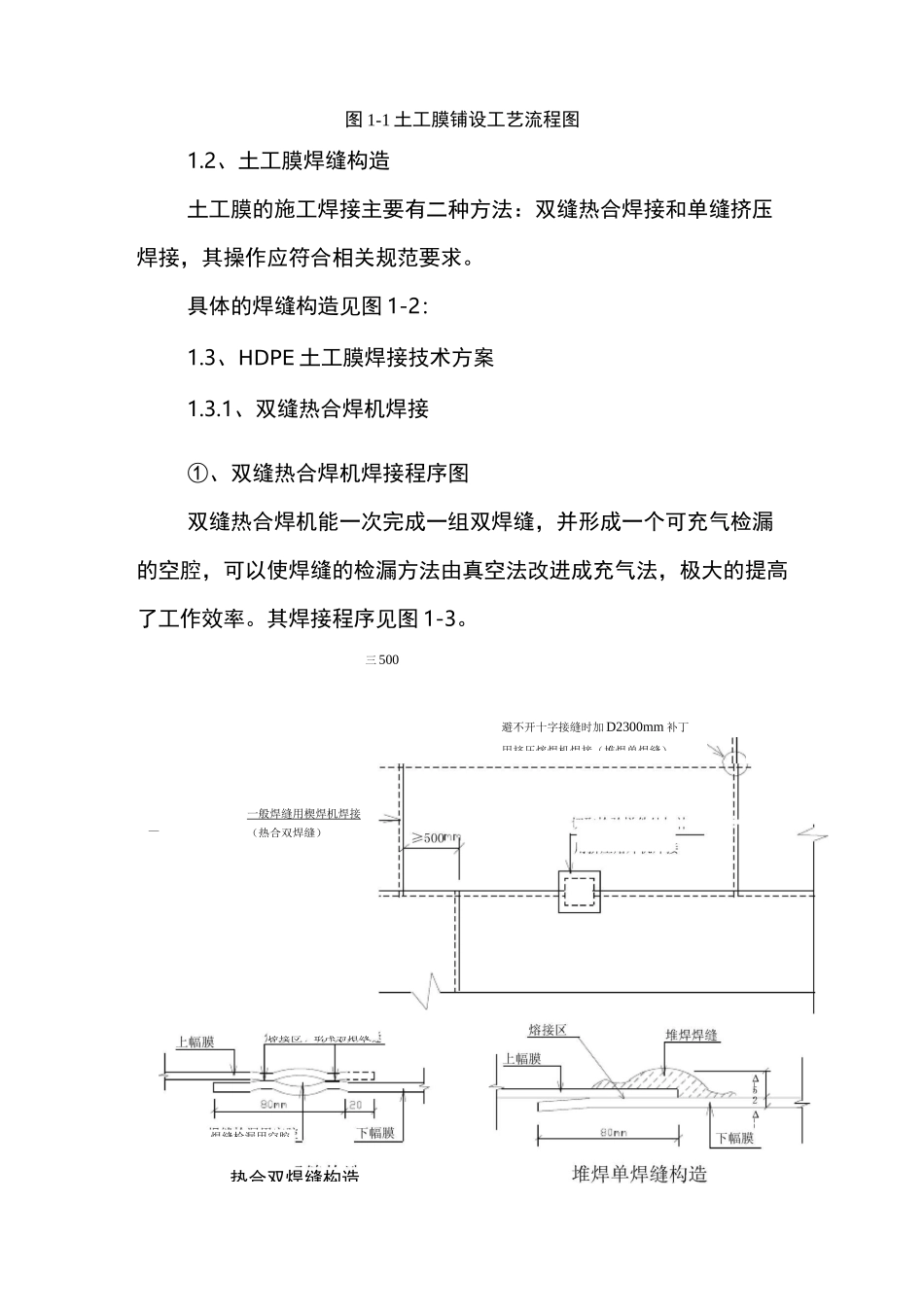
2、土工膜焊缝构造土工膜的施工焊接主要有二种方法:双缝热合焊接和单缝挤压焊接,其操作应符合相关规范要求
具体的焊缝构造见图1-2:1
3、HDPE土工膜焊接技术方案1
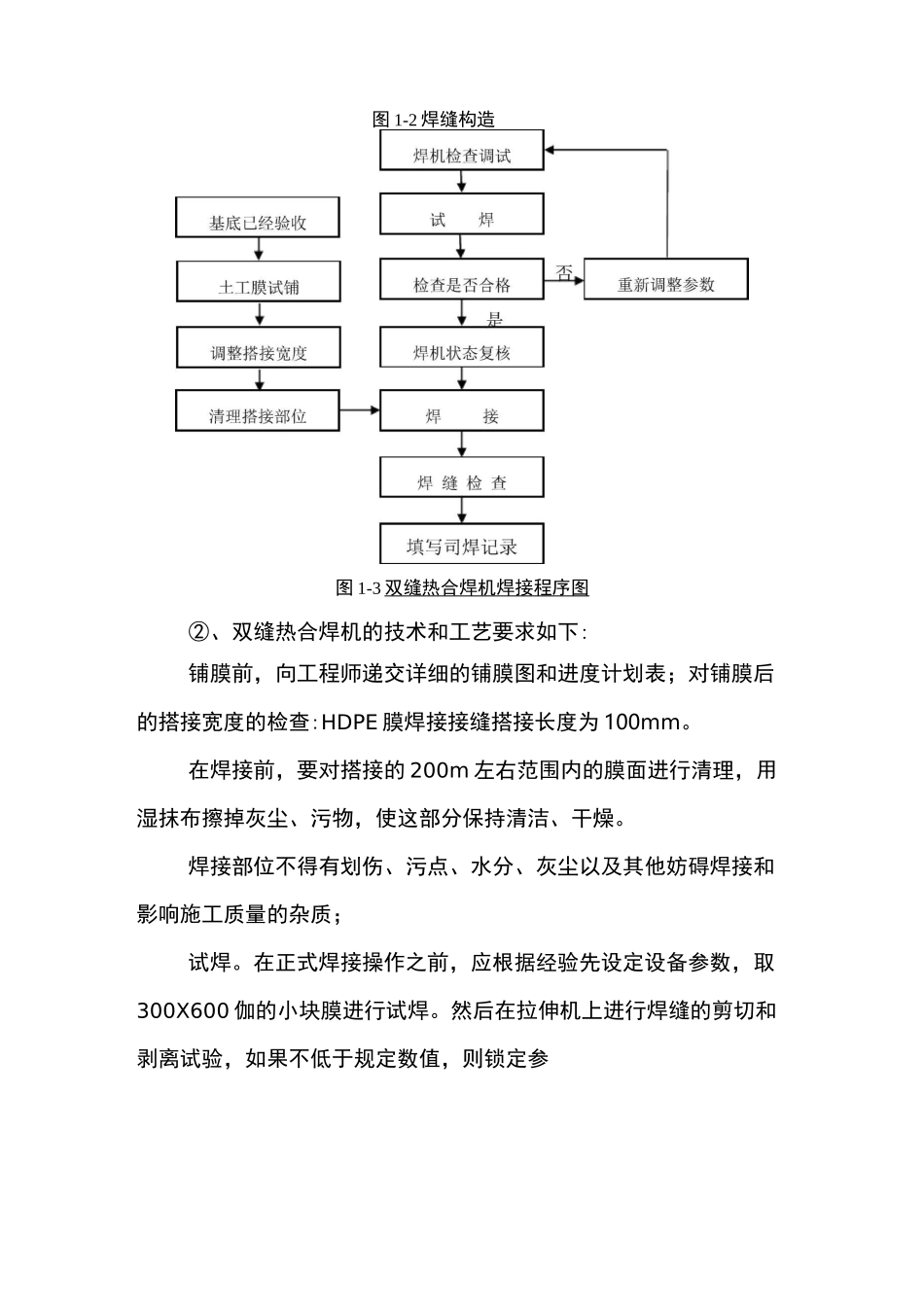
1、双缝热合焊机焊接①、双缝热合焊机焊接程序图双缝热合焊机能一次完成一组双焊缝,并形成一个可充气检漏的空腔,可以使焊缝的检漏方法由真空法改进成充气法,极大的提高了工作效率
其焊接程序见图1-3
三500避不开十字接缝时加D2300mm补丁用挤压熔焊机焊接(堆焊单焊缝)熔接区,形成双焊缝焊缝检漏用空腔热合双焊缝构造—一般焊缝用楔焊机焊接(热合双焊缝)图1-2焊缝构造图1-3双缝热合焊机焊接程序图②、双缝热合焊机的技术和工艺要求如下:铺膜前,向工程师递交详细的铺膜图和进度计划表;对铺膜后的搭接宽度的检查:HDPE膜焊接接缝搭接长度为100mm
在焊接前,要对搭接的200m左右范围内的膜面进行清理,用湿抹布擦掉灰尘、污物,使这部分保持清洁、干燥
焊接部位不得有划伤、污点、水分、灰尘以及其他妨碍焊接和影响施工质量的杂质;试焊
在正式焊接操作之前,应根据经验先设定设备参数,取300X600伽的小块膜进行试焊
然后在拉伸机上进行焊缝的剪切和剥离试验,如果不低于规定数值,则锁定参{通过)I迪逊茧理世"鹽数,并以此为据开始正式焊接
否则,要重新确定参数,直到试验合格时为止
当温度、风速有较大变化时,亦应及时调整参数,重做试验,以确保用与施工的焊机性能、现场条件、产品质量符合规范要求
试焊成功或失败的评定标准按照图所示
对粘结的焊缝进行剪切和剥