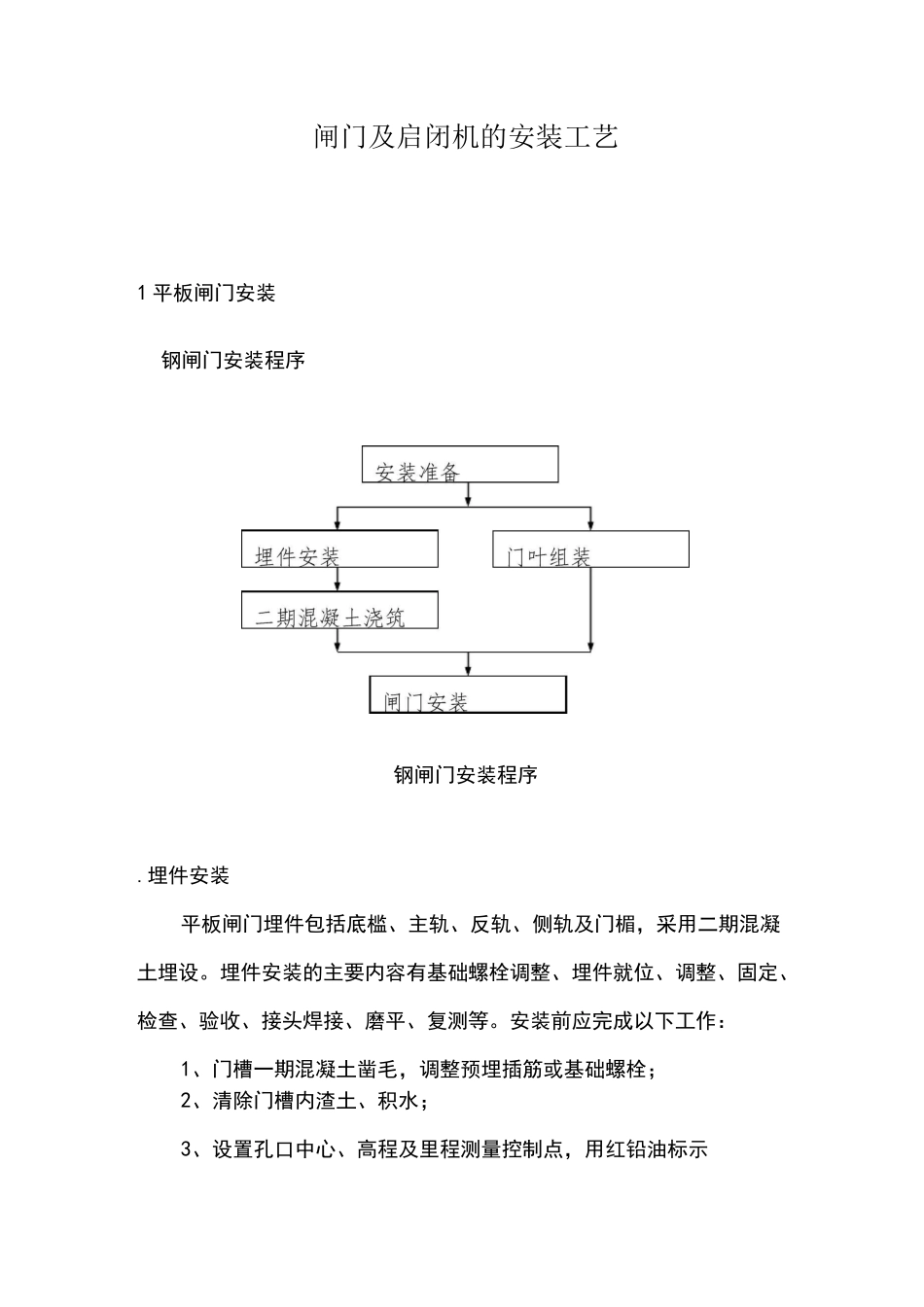
闸门及启闭机的安装工艺1平板闸门安装钢闸门安装程序钢闸门安装程序
埋件安装平板闸门埋件包括底槛、主轨、反轨、侧轨及门楣,采用二期混凝土埋设
埋件安装的主要内容有基础螺栓调整、埋件就位、调整、固定、检查、验收、接头焊接、磨平、复测等
安装前应完成以下工作:1、门槽一期混凝土凿毛,调整预埋插筋或基础螺栓;2、清除门槽内渣土、积水;3、设置孔口中心、高程及里程测量控制点,用红铅油标示4、搭设脚手架及安全防护设施;5、清理埋件堆放场地;6、布置电焊机、起吊设备及作业室;7、配合吊装用的锚栓应在一期混凝土浇筑时预埋
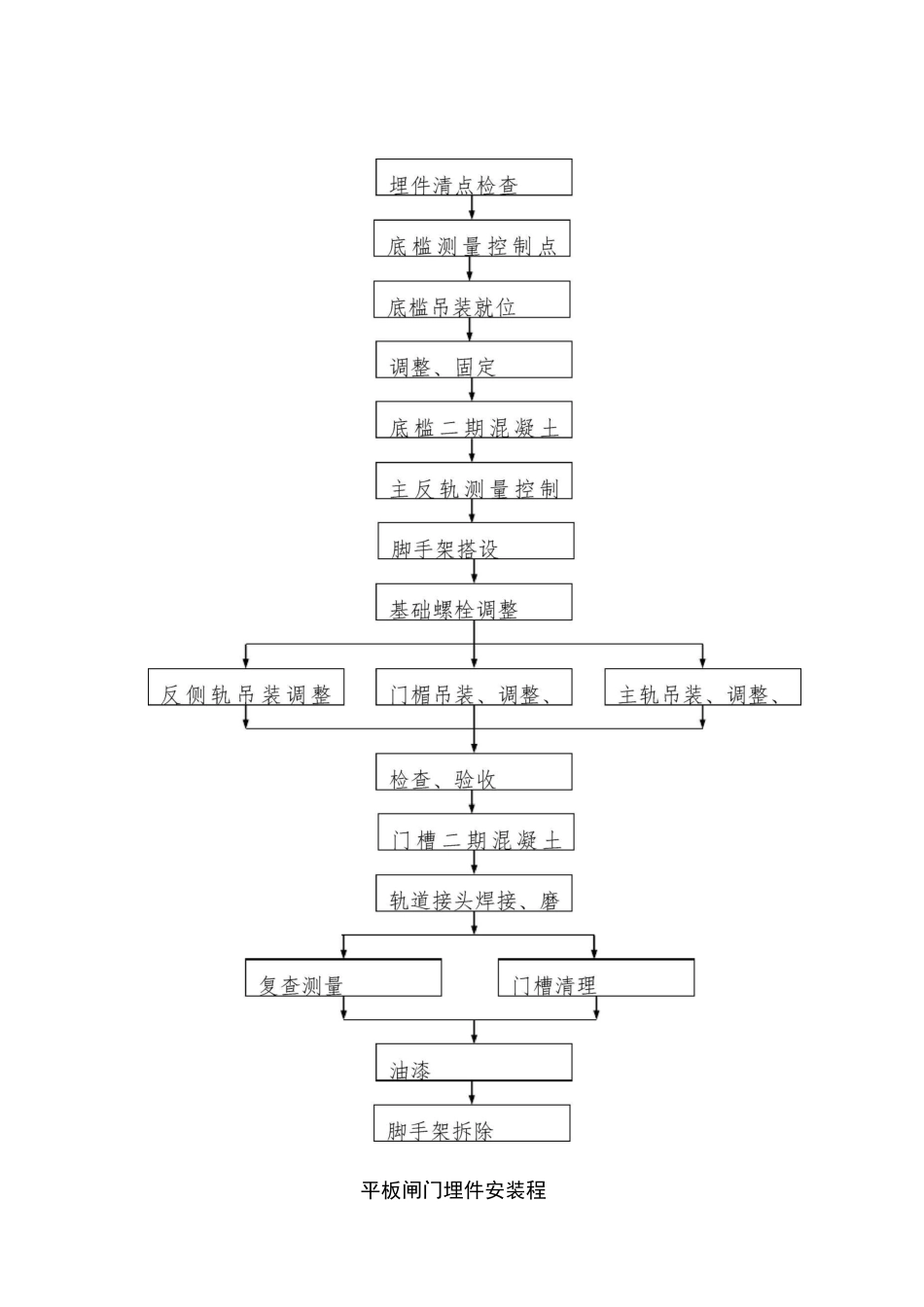
平板闸门埋件安装程序见下页框图
平板闸门埋件安装程
门叶组装闸门门叶分节运至工地后,进行组装,然后分节吊入门槽安装
门叶组装主要工作内容有闸门吊放、组合、调整、焊接、安装止水件反轮、行走机构和检查等
要求组装前,在厂内或在门槽附近搭设拼装平台,平台用型钢或混凝土铺设
搭设平台时应考虑留出焊接、安装附件和进行检查测量的位置
门叶组装程序如下图:门叶组装程序门叶安装安装前应具备的条件:1、门叶组装完成,检查合格,门槽复测合格,记录齐全,门槽内杂物及钢筋头等清理干净
2、闸门锁锭装置可以投入使用
3、清理出门叶及附件的堆放场地
门槽孔口已设置安全围栏及盖板
平板闸门安装程序:平板闸门安装程序分节吊入、节间螺接分节吊入、节间焊闸门安装技术要求1、平面闸门及其门槽埋设件的安装,应按施工图纸的规定进行
2、闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后方能进行
所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定
3、闸门的止水装置安装允许偏差和止水橡皮的质量要求,应符合有关规范的规定
安装时,应先将橡皮按需要的长度黏结好,再与止水压板一起配钻螺栓孔
橡胶止水的螺栓孔,应采用专用钻头使用旋转法加工,不准采用冲压法和热烫法加工
其孔径应比螺栓直径小1