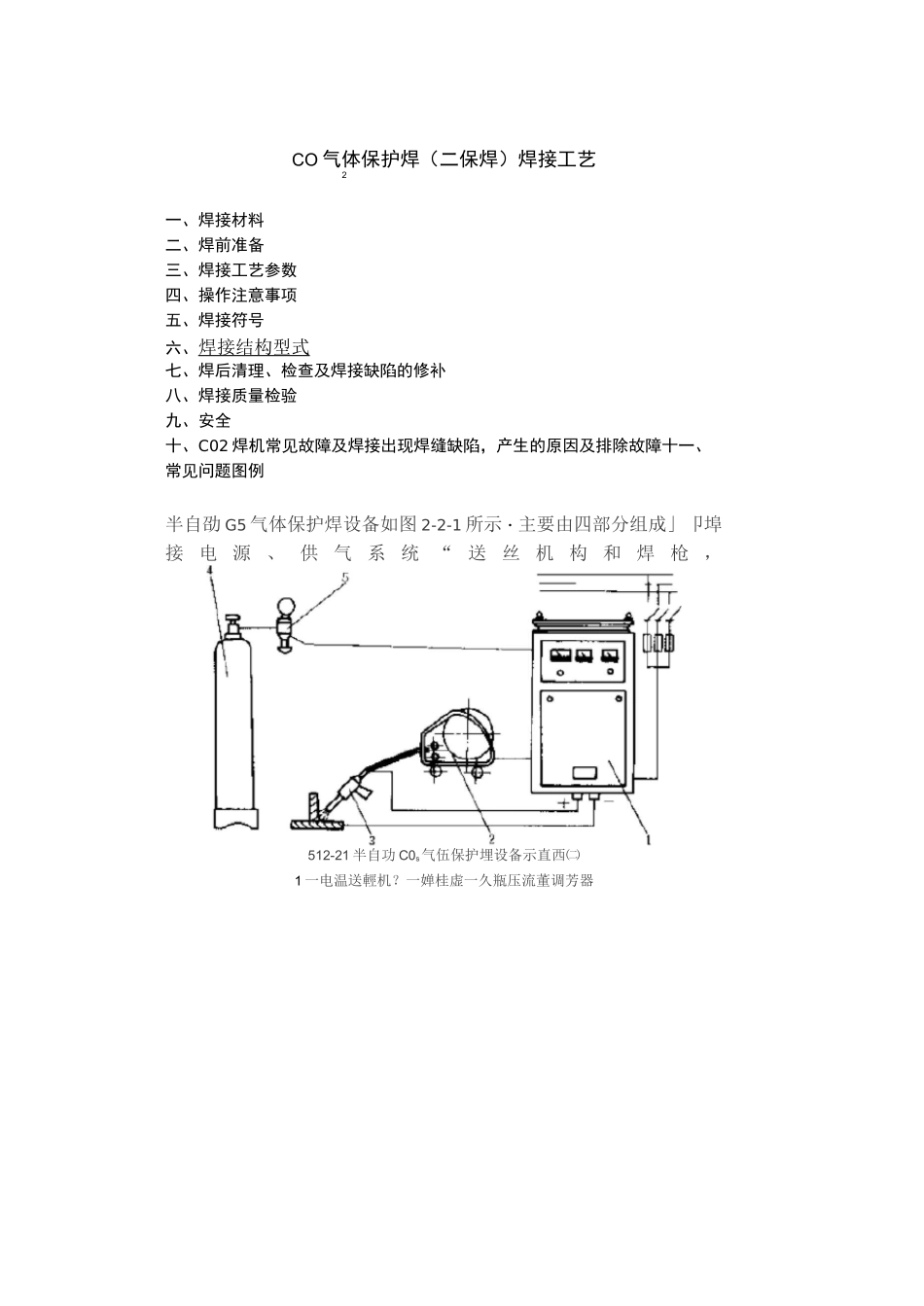
CO气体保护焊(二保焊)焊接工艺2一、焊接材料二、焊前准备三、焊接工艺参数四、操作注意事项五、焊接符号六、焊接结构型式七、焊后清理、检查及焊接缺陷的修补八、焊接质量检验九、安全十、C02焊机常见故障及焊接出现焊缝缺陷,产生的原因及排除故障十一、常见问题图例半自劭G5气体保护焊设备如图2-2-1所示・主要由四部分组成」卩埠接电源、供气系统“送丝机构和焊枪,512-21半自功C0s气伍保护埋设备示直西㈡1一电温送輕机
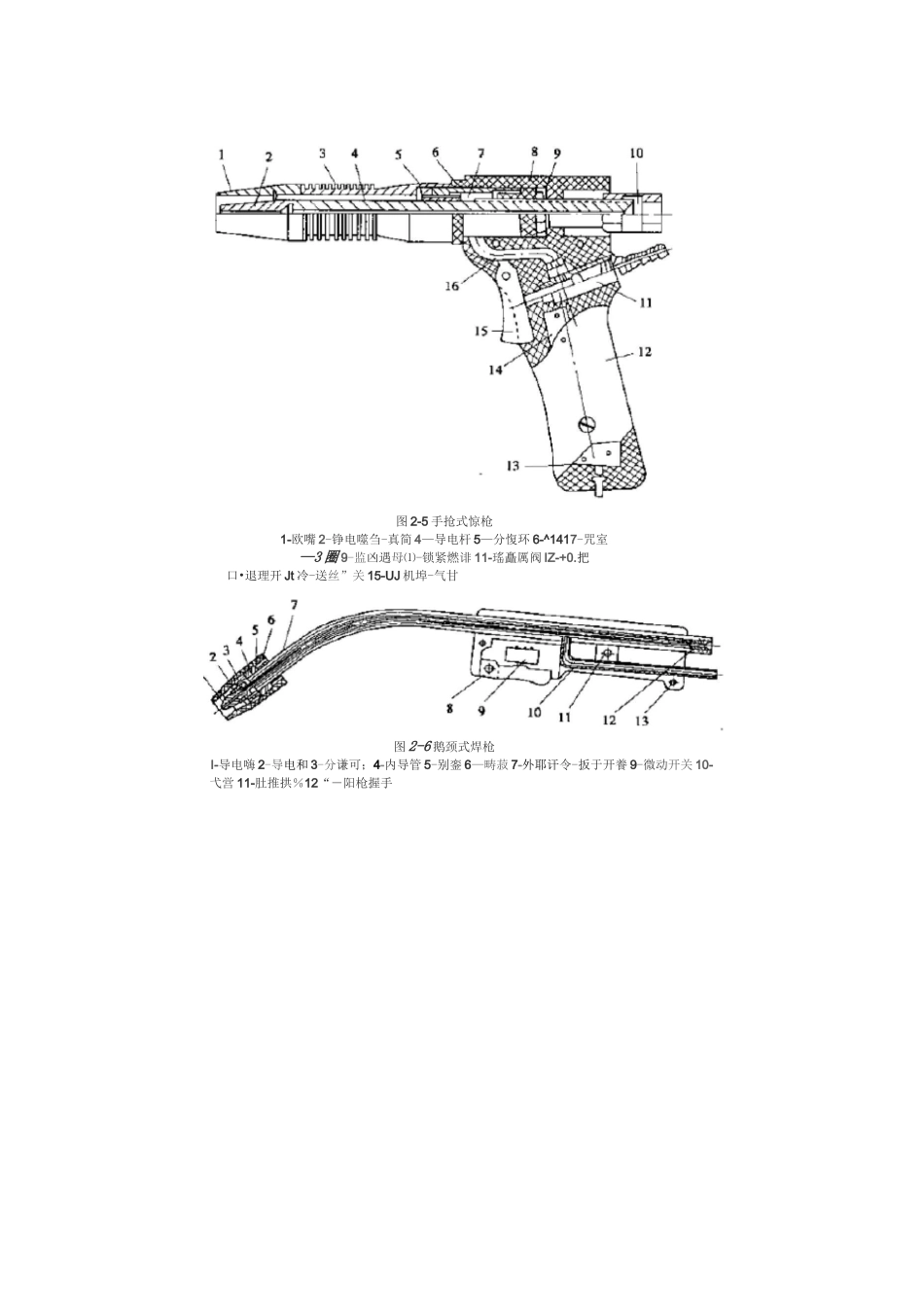
一婵桂虚一久瓶压流董调芳器图2-5手抢式惊枪1-欧嘴2-铮电噬刍-真简4—导电杆5—分愎环6-^1417-咒室—3圈9-监凶遇母⑴-锁紧燃诽11-瑤矗厲阀IZ-+0
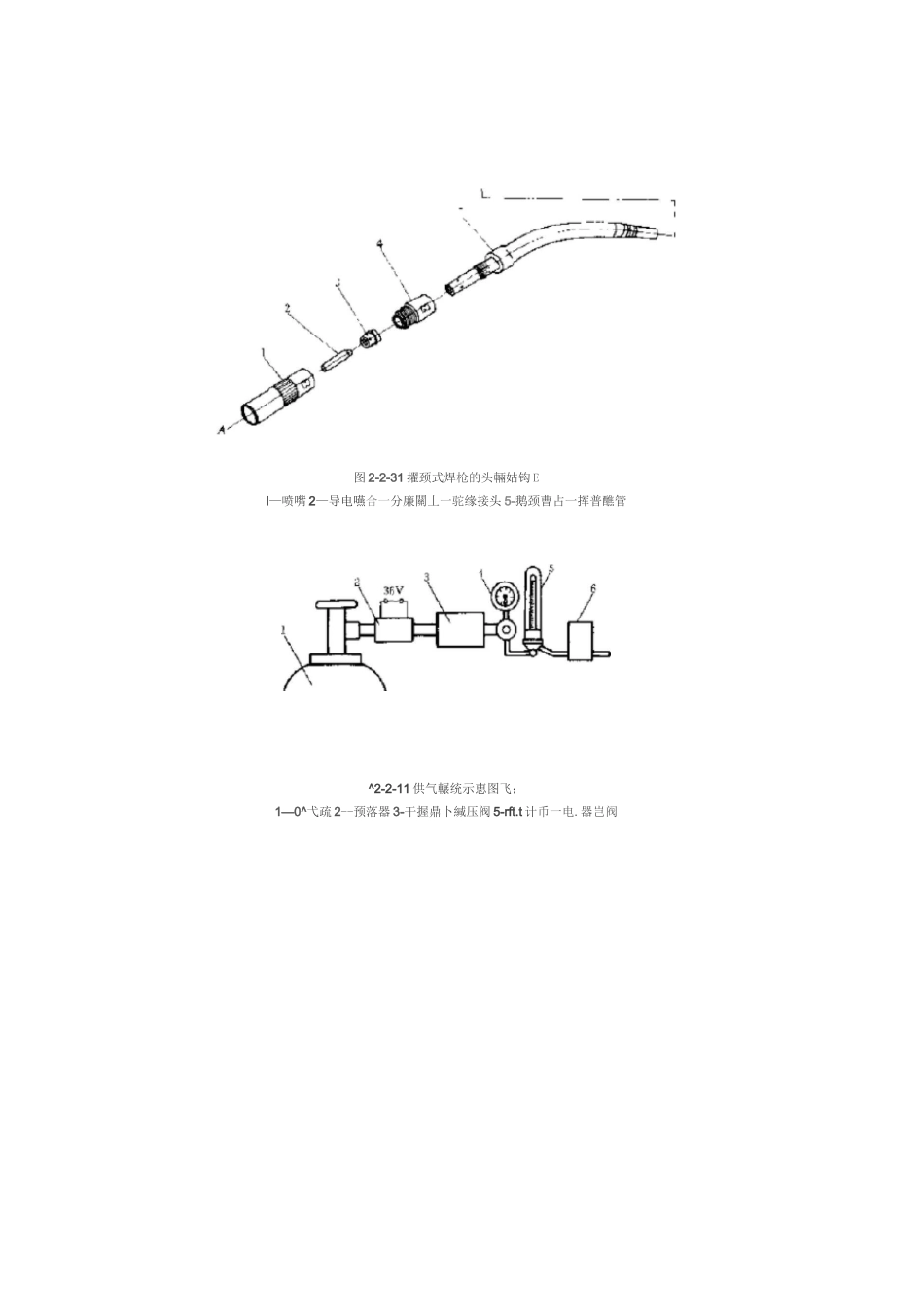
把口•退理开Jt冷-送丝”关15-UJ机埠-气甘图2-6鹅颈式焊枪I-导电嗨2-导电和3-分谦可;4-内导管5-别銮6—畴菽7-外耶讦令-扳于开養9-微动开关10-弋営11-肚推拱%12“―阳枪握手图2-2-31擢颈式焊枪的头輛姑钩EI—喷嘴2—导电嚥合一分廉關丄一驼缘接头5-鹅颈曹占一挥普醮管^2-2-11供气輾统示恵图飞;1—0^弋疏2--预落器3-干握鼎卜緘压阀5-rft
器岂阀图2-4推丝式送莹机构示意图】-*陛理2-烬丝盘支承叢置3-底檢4-送丝皑动机5-机构