汽车工厂专业技术指标评价与分析1汽车工厂总平面布置分析与评价1
1汽车(乘用车)整车工厂总平面布置分析汽车(乘用车)整车工厂的总平面布置因各自企业不同的生产管理模式以及厂址的内部条件、外部条件的差别而不同,即使同一企业在同一地区的不同工厂,总平面布置也千差万别,几乎找不到相同的工厂布局
但通过对一些乘用车整车工厂总平面布置分析总结,尤其是对冲压车间、焊装车间、涂装车间、总装车间,这整车厂必不可少的四大车间的布置分析,可以将常用的乘用车整车工厂布局方式划分为以下几类:“L”形布局、“U”形布局、“T”形布局、“Y”形布局、排列式布局
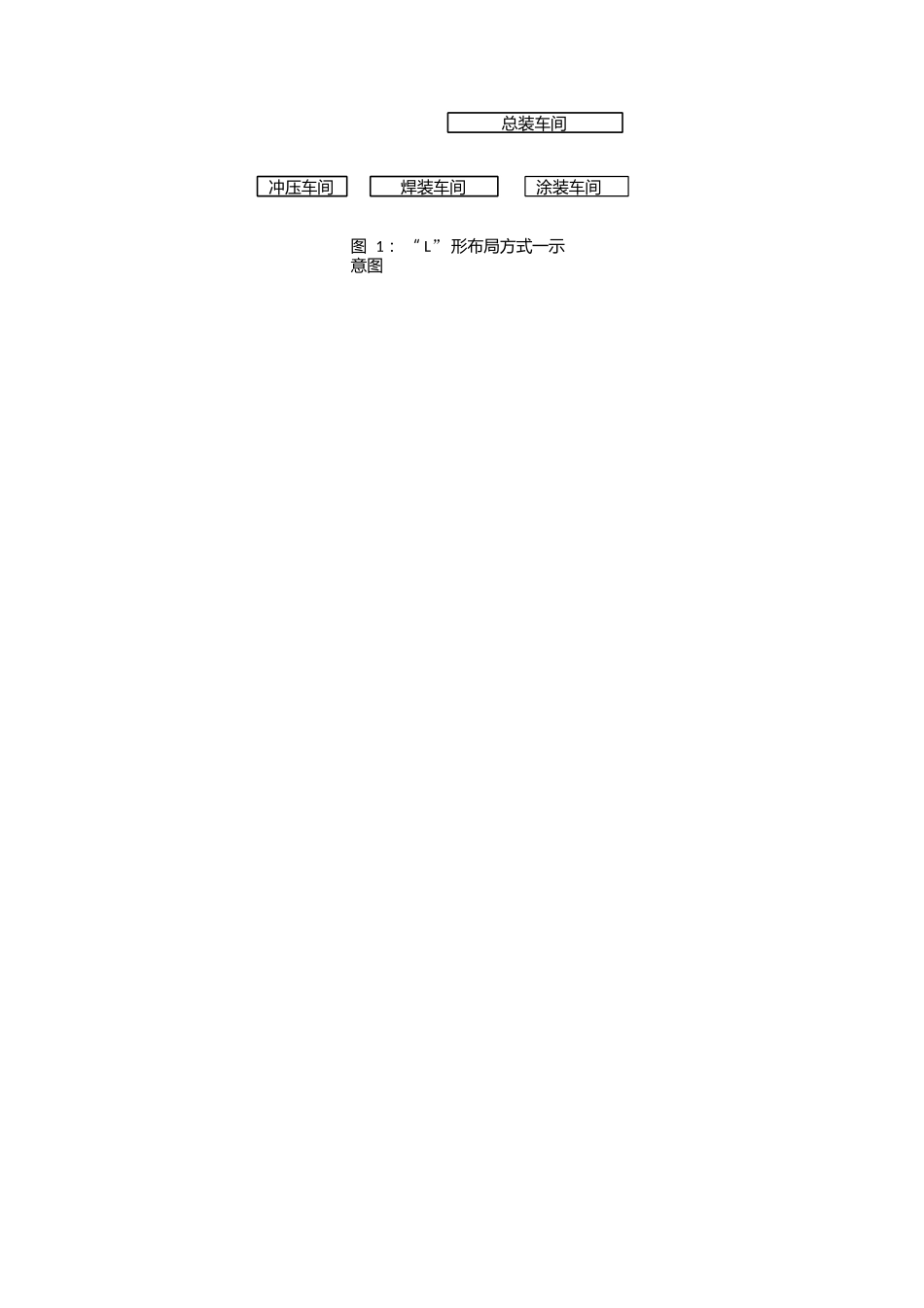
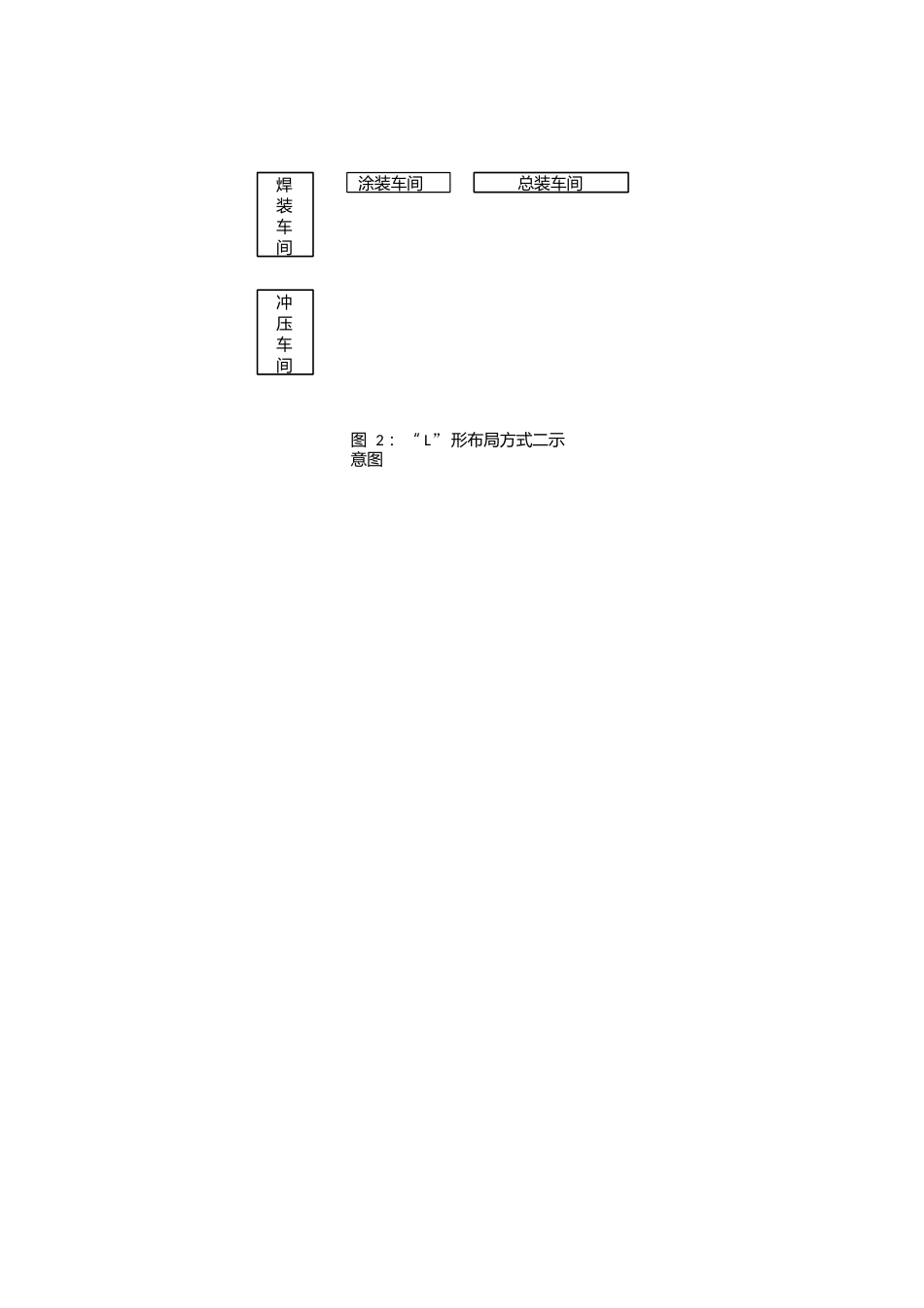
1“L”形布局“L”形布局通常有二种形式,如下图1、图2所示
“L”形布局方式一的优点是布局紧凑,物流顺畅合理,整车流线较短,便于预留扩建产能,其扩建方式如图3所示,扩建时冲压、焊装能够共用部分生产设施,冲压、焊装、涂装的站房可以共用
缺点是扩建后的二个总装距离较远,设施、站房不能共用,整车试车及去成品停车库的流线组织较复杂、会有交叉
“L”形布局方式二的优点是物流顺畅,便于预留扩建产能,其扩建方式如图4所示,扩建时冲压、焊装、涂装、总装都能够共用部分生产设施和站房,整车试车及去成品停车库的流线顺畅
缺点是整车流线较长,扩建前布局过于松散,造成一期道路、管线投资过大,能耗高
二期焊装至涂装物流线路过长且与一期形成交叉
图1:“L”形布局方式一示意图焊装车间涂装车间冲压车间总装车间图2:“L”形布局方式二示意图焊装车间涂装车间冲压车间总装车间图3“L”形布局方式一的产能扩建示意图焊装车间(一期)涂装车间(一期)冲压车间(一期)总装车间(一期)冲压车间(二期)焊装车间(二期)涂装车间(二期)总装车间(二期)图4:“L”形布局方式二的产能扩建示意图焊装车间(一期)涂装车间(一期)冲压车间(一期)总装车间(一期)冲压车间(二期)焊装车间(二期)涂