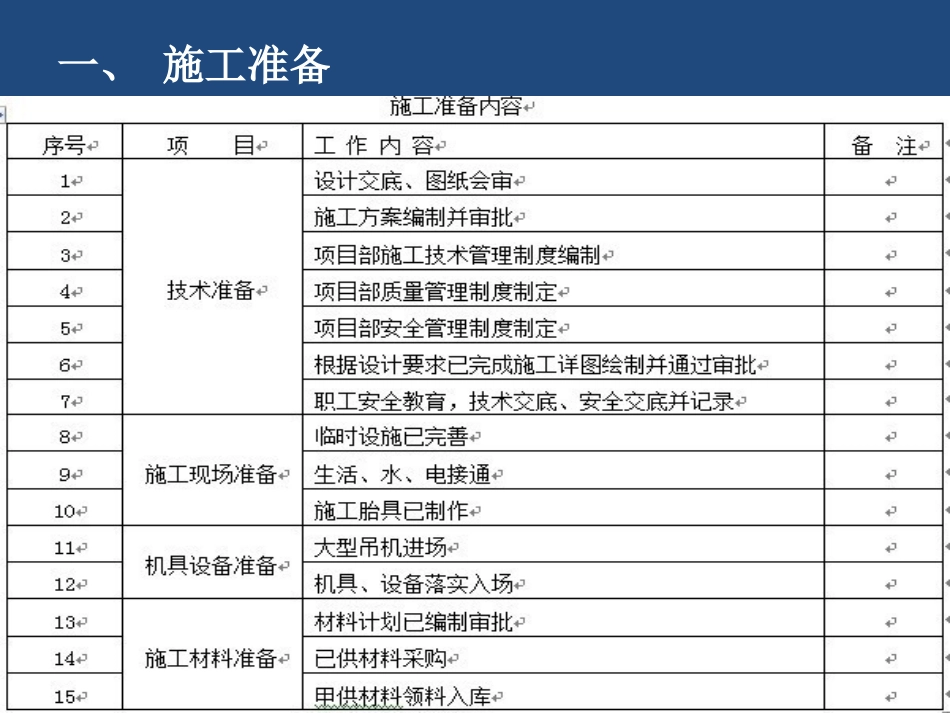
钢结构施工流程-通廊的制作安装一、施工准备二、材料管理•1.材料验收•钢结构所用材料必须严格检验。检查材料的合格证,材质单齐全,所检验的材料规格型号数量是否符合设计、图纸要求,材料外观、钢材表面锈蚀程度、外型尺寸等都应符合规定标准。一、桁架钢结构制作•1.图纸细化二次测算绘图•1.1根据设计要求,施工前根据设计提供的受力分析图和设计图绘制施工详图。•1.2施工详图中所有节点均需按照设计提供的节点要求进行绘制。2.钢结构除锈、防腐•2.1进场材料验收合格后,按照图纸要求进行除锈,并喷涂底漆一遍。•除锈等级分为:喷射或抛射除锈、手工和动力工具除锈、火焰除锈。•2.1.1喷射或抛射除锈用字母“Sa”表示,它又分为Sa1、Sa2、Sa2.5、Sa3•Sa1轻度的喷射或抛射除锈。Sa2彻底的喷射或抛射除锈。Sa2.5彻底的喷射或抛射除锈。Sa3使钢材表面洁净的喷射或抛射除锈。•2.1.2手工和动力工具除锈用字母St表示,它有两个等级即st2、st3•St2彻底的手工和动力工具除锈。St3非常彻底的手工和动力工具除锈。•2.1.3火焰除锈,用字母F1表示。•2.2涂装时的环境温度和相对湿度应符合产品说明书的要求,当产品说明书无要求时,环境温度宜在5-38℃之间,相对湿度不应大于85%。构件表面有结露时不得涂装,涂装后4小时内不得淋雨。•2.3待钢结构桁架安装完成后再完成剩下的防腐要求,且达到设计及规范的要求。3.胎具预制组装•3.1由于桁架分片组装,片数较多,在预制的时候制做场须安置预制胎具,以便能够更好、更快的进行拼装,并控制好图纸尺寸4.放样、号料和下料•1、放样、号料•放样时应根据施工详图,并考虑构件焊接收缩余量以及切割等加工余量。放样的样板及号料的允许偏差应符合表下表规定;2、下料•对于小型的型钢可用砂轮切割机下料,钢板可采用自动机割机、等离子、及剪板机下料,对大型的型钢用手工气割下料。切割允许偏差应符合表上表规定;•a.钻孔、安装螺栓孔须用开孔机制孔,不得用气割吹孔或扩孔。•b.矫正和成型,对于超标变形钢材、构件必须矫正。5.单片桁架拼装•1、单片桁架的组对,须在钢平台上设置定位块,点焊固定,并对组对的钢构件的图样尺寸要求进行检查,确认无误,检验合格后,方可进行组装。焊接连接组装的允许偏差。现场桁架拼接组对示意图1)桁架拼装允许偏差:•a.桁架跨度最外两端安装孔或两端支撑面最外侧距离允许偏差为+5.0mm,-10mm;用钢尺检查•b.接口截面错位允许偏差为2mm;用焊缝量规检查;•c.设计要求桁架制作起拱L/500;•d.节点处杆件轴线错位允许偏差为4mm;划线后用钢尺检查。2)焊接连接组装的允许偏差见表2、桁架焊接•1).对柱、梁主要构件的对接焊缝、柱梁组焊的组合焊、大型支撑角焊缝均须编制焊缝节点焊接工艺。•焊缝质量要求:•焊缝表面无裂纹、无焊瘤、无焊渣、无气孔、无飞溅物、无弧坑。•焊缝的熔透要求和焊脚尺寸要求须符合图样规定要求和GB-50205-95规定要求。•须无损检测的焊缝,按图样规定的检测方法、比例、合格级别实施,合格后并出具书面检测报告。•2).构件的检验和验收•构件制作与焊接操作者须对完成的工序质量对照图样要求和焊接要求进行自检。•过程产品批量完工后,应组织相关人员(监理、业主等)到场验收并签证。02/17/25焊接缺陷焊接缺陷:气孔02/17/25焊接缺陷:咬肉02/17/25焊接缺陷:夹渣02/17/25焊接符号的表示图解02/17/25螺栓、孔、电焊铆钉图例永久螺栓高强螺栓安装螺栓圆形栓孔槽形栓孔电焊铆钉02/17/25钢结构的安装钢结构的安装一、钢结构安装的准备1、施工组织设计钢结构安装的施工组织设计应简要描述工程概况、全面统计工程量、正确选择施工机具和施工方法、合理编排安装顺序、详细拟订主要安装技术措施、严格制定安装质量标准和安全标准、认真编制工程进度表、劳动力计划以及材料供应计划。02/17/252、施工前的检查施工前的检查包括钢构件的验收、施工机具和测量器具的检验及基础的复测。(1)钢构件的验收对钢构件应按施工图和规范要求进行验收。钢构件运到现场时,制造厂应提供产品出厂合格证及下列技术文件:①设计图和设计修改文件;②钢材和辅助材料的质保单或试验报告;③...